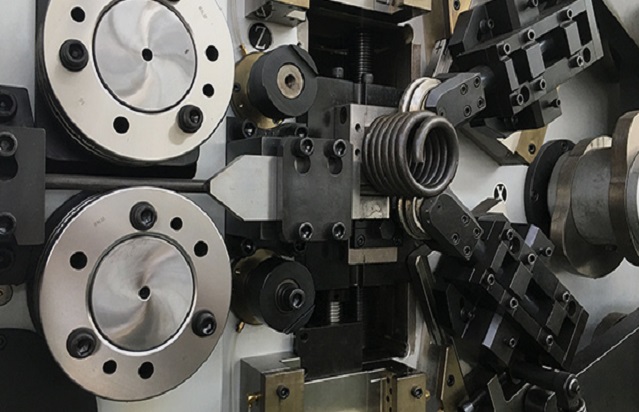
På grund av begränsningen av produktstrukturen i fjäderfabriken har flersträngsfjädern vanligtvis egenskaperna med hög hållfasthet och god prestanda. Fjäderfabriken berättar om materialegenskaperna för att säkerställa fjäderns styrka och seghet.
Fjädrar tillverkade av fjädertillverkare bör vara uppmärksamma på följande under bearbetningen:
1. Supporträtten kan välja varma och kalla metoder efter produktkrav. Den heta metoden tillåter inte att fjädern värms upp, gnistor eller blir vit, och temperaturen på kisel-manganstålet kan inte överstiga 850. Stödringen och den effektiva ringen är i effektiv kontakt, och avståndet mellan dem bör inte överstiga 10% av det nominella avståndet mellan två varv.
2. Flertrådsfjäderns egenskaper kan bestämmas genom att justera spåret, och kabelavståndet kan justeras vid lindning. Lägglängden kan vara 3 till 14 gånger diametern på ståltråden, men det rekommenderas generellt att ta 8 till 13 gånger. Dessutom är fjäderkraften nära relaterad till den fria höjden, parallellspolen, ytterdiametern och trådegenskaperna och kan ändras genom att justera en eller flera av dem.
3. Fjädrar utan stödkälla och fjädrar med för tunna ståltrådsdiametrar kan inte svetsas på fjäderhuvudet, men ändståltrådarna kan inte uppenbart lossas och avgradas. Längden på den svetsade delen av flertrådsfjäderhuvudet som behöver svetsas bör inte överstiga 3 gånger. Uppvärmningslängden ska vara mindre än en cirkel, och den ska vara slät efter svetsning. Vid gassvetsning ska svetsdelen glödgas vid låg temperatur.
4. Fjäderfabrikshem: I allmänhet behöver ytbehandling av fjädrar bara fosfatbehandling, och andra behandlingar finns också tillgängliga. Vid galvanisering av zink och kadmium, dehydrering efter galvanisering. Efter dehydrering, testa 3 % (inom 3 gånger) och testa igen, och omtestet kan inte avbrytas. Fjädrar måste rengöras från ytsmuts, saltmärken och avlagringar. Denna metod kan rengöra sand eller bensin, men kan inte använda sur tvätt.
5. Fjäderfabrikshem: Fjäderkompressionstiden är 24 timmar, och i allmänhet hålls fjädern i 6 timmar eller kontinuerligt komprimerad 3~5 gånger, varje gång i 3~5 sekunder. När den är tät är avståndet mellan fjädern och dornen företrädesvis 10 % av dornens diameter. Om avståndet är för litet blir det svårt att använda. Om avståndet är för stort är fjädern lätt att böja. När det är tätt, om en fjäder går sönder, måste resten omarbetas.
6. För flertrådsfjädrar med ett högt H0/D2-värde bör man vara uppmärksam på deformationen under värmebehandlingen, om dornen är sliten, placeringsmetoden och valet av lämplig värmebehandlingsutrustning. Experter från fjäderfabriken föreslår att under förutsättning av återvinningsbarhet kan flera härdning och varmpressning utföras för att uppnå syftet.
De flesta fjädermaterial som produceras av vårt företag har olika grader av elasticitet. Efter böjning kan prototypen återställas med stor kraft.
Om du vill veta mer om fjädermaskinen, vänligen rådfråga
Zhejiang Omnipotent Spring Machine Co., Ltd . för detaljer!








 Language
Language  中文简体
中文简体

