A tempererad ugn är en typ av industriell värmebehochlingsugn speciellt utformad för att utföra härdningsprocessen på metaller - oftast härdat stål. Dess kärnfunktion är att återuppvärma en tidigare kyld eller härdad metallkomponent till en temperatur under dess nedre kritiska punkt, hålla den vid den temperaturen under en kontrollerad period och sedan låta den svalna på ett reglerat sätt. Denna process lindrar inre spänningar, minskar sprödhet och förbättrar segheten utan att avsevärt ge avkall på hårdheten.
För att uttrycka det tydligt: efter att stål härdat blir det extremt hårt men också farligt sprött. En tempereringsugn är verktyget som korrigerar denna obalans. Den förvandlar en spröd, spänningsbelastad del till en komponent med en noggrant kalibrerad kombination av hårdhet och duktilitet - lämplig för verkliga mekaniska belastningar.
Temperugnar används i stor utsträckning inom fordons-, flyg-, verktygs-, lager- och fjädertillverkningsindustrin. De bearbetar allt från skärverktyg och kugghjul till strukturella komponenter och kirurgiska instrument. Drifttemperaturintervallet för en typisk tempereringsugn är 150°C till 700°C (302°F till 1292°F) , beroende på material och målmekaniska egenskaper.
Arbetsprincipen för en tempereringsugn är grundad i kontrollerad termisk metallurgi. När stål härdas efter austenitisering omvandlas det till martensit - en övermättad, kroppscentrerad tetragonal kristallstruktur som är extremt hård men mycket stressad och spröd. Temperering, utförd inuti tempereringsugnen, utlöser en serie diffusionskontrollerade fasomvandlingar inom martensiten som successivt minskar spänningen och återställer duktiliteten.
Processen följer en tydlig sekvens av fysiska och metallurgiska händelser:
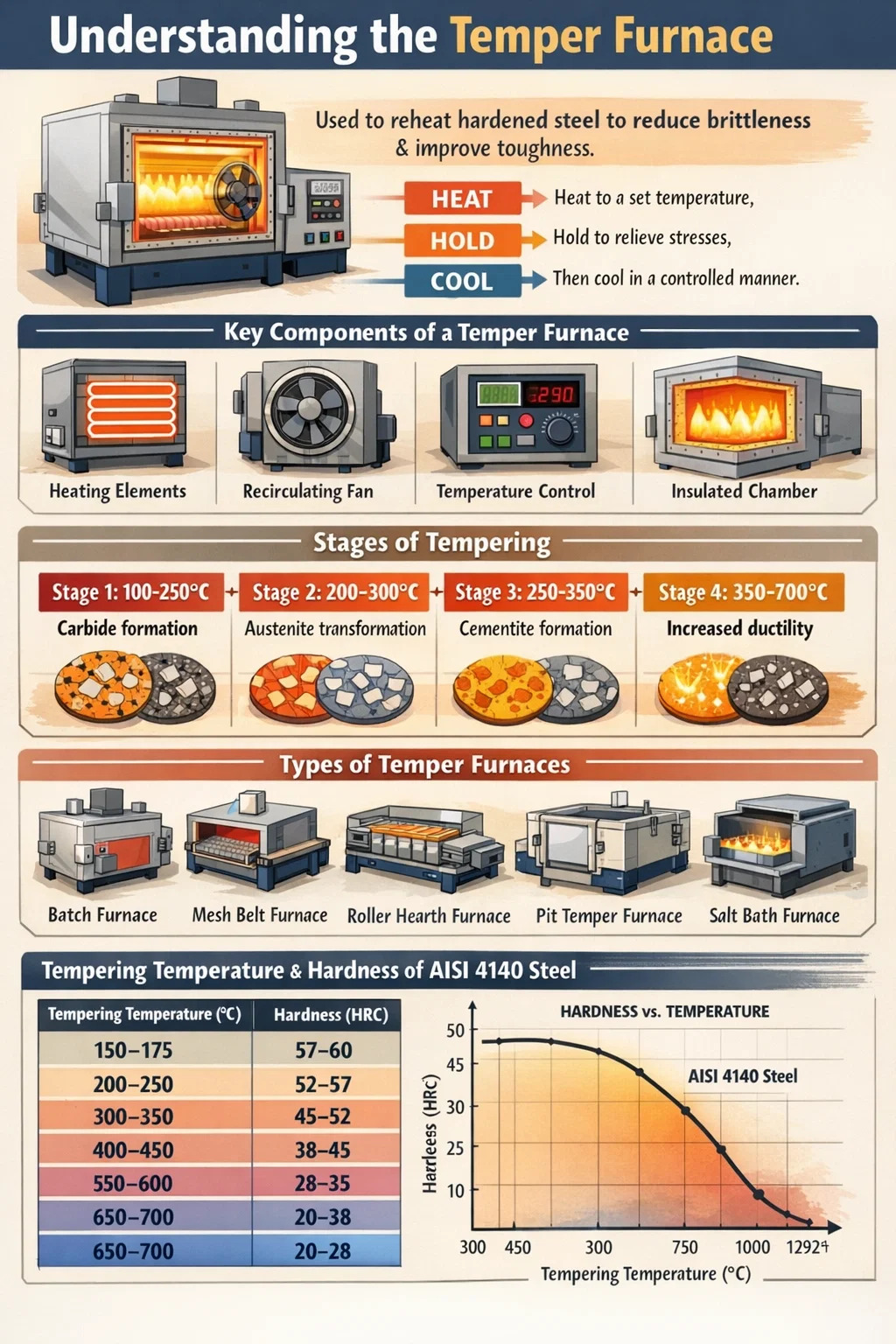
De metallurgiska förändringarna under anlöpning kan delas upp i fyra distinkta steg baserat på temperatur:
Temperaturugnen måste upprätthålla en noggrann temperaturkontroll under alla dessa steg. Moderna system uppnår enhetlighet inom ±3°C till ±5°C över hela arbetszonen, vilket är avgörande för konsekvent prestanda.
Att förstå utformningen av en tempererad ugn hjälper till att förklara varför den uppnår konsekventa, repeterbara metallurgiska resultat. Huvudkomponenterna samverkar för att leverera enhetlig värme, kontrollerad atmosfär och tillförlitlig temperaturmätning.
Temperugnar använder antingen elektriska motståndsvärmeelement eller gaseldade brännare. Elektriska system – ofta med nikrom-, Kanthal- eller kiselkarbidelement – ger renare drift och mer exakt kontroll. Gaseldade system ger lägre driftskostnader för högvolymproduktion. Värmesystemet är dimensionerat för att möta laddningens termiska belastning (typiskt uttryckt i kW eller BTU/h).
Ugnskammaren är fodrad med eldfast tegel eller keramisk fiberisolering. Keramiska fibermoduler är alltmer att föredra eftersom de har lägre termisk massa , vilket innebär snabbare uppvärmningstider och lägre energiförbrukning. En välisolerad kammare minskar värmeförlusten och stabiliserar temperaturfördelningen.
Forcerad varmluftsrecirkulation är en av de viktigaste egenskaperna hos en modern tempereringsugn. Höghastighetsfläktar cirkulerar uppvärmd luft över arbetsstyckena, vilket eliminerar temperaturskiktning. Utan recirkulation kan toppen av en laddad ugn vara 30–50°C varmare än botten. Ett återcirkulerande fläktsystem ger en jämn temperatur inom ±5°C eller bättre över hela lasten.
Termoelement (typiskt typ K eller typ N) övervakar temperaturen vid flera punkter i ugnen. En PID-regulator (Proportional-Integral-Derivative) eller en programmerbar logisk styrenhet (PLC) hanterar värmeelementen baserat på termoelementåterkoppling. Avancerade system innehåller dataloggrar som registrerar varje cykel för spårbarhet – ett krav inom flyg (AMS 2750) och värmebehandlingsstandarder för fordon.
Beroende på applikationskrav kan en tempererad ugn arbeta i luft, kväve eller en skyddande endotermisk atmosfär. Atmosfärskontroll förhindrar ytoxidation och avkolning under anlöpning, särskilt viktigt för precisionsstålkomponenter och lagerringar.
Delar kan laddas manuellt på brickor eller automatiskt via transportörer, rullhärdar eller påskjutarsystem. Batchhärdningsugnar hanterar individuella belastningar, medan kontinuerliga härdningsugnar – såsom rullhärdsugnar eller maskbälteshärdningsugnar – bearbetar delar i en jämn ström, lämpliga för stora volymer som tillverkning av fästelement, fjäder eller lager.
Temperugnar finns i flera konfigurationer, var och en lämpad för olika produktionsvolymer, delgeometrier och processkrav. Att välja rätt typ påverkar direkt energieffektiviteten, genomströmningen och temperaturens enhetlighet.
| Typ av ugn | Driftläge | Typiskt temperaturområde | Bäst lämpad för |
|---|---|---|---|
| Box / Batch Temper Ugn | Batch | 150–700°C | Verktyg, formar, blandade detaljtyper |
| Grop / Vertikal Temper Ugn | Batch | 150–650°C | Långa skaft, stänger, stänger |
| Mesh bälte Temper Ugn | Kontinuerlig | 150–500°C | Små delar: fästelement, lager, fjädrar |
| Roller Hearth Temper Ugn | Kontinuerlig | 200–700°C | Stora platta delar, bilstämplingar |
| Bil Botten Temper Ugn | Batch | 200–700°C | Tungt smide, stora industrikomponenter |
| Salt Bath Temper Ugn | Batch | 150–600°C | Snabb, enhetlig härdning av precisionsdelar |
Bland dessa är mesh bälte tempererad ugn är den vanligaste i massproduktionsmiljöer. En enda nätremsugnslinje kan bearbeta hundratals kilo delar per timme, vilket gör den till ryggraden i värmebehandling av lager och fästelement över hela världen.
Den enskilt mest inflytelserika variabeln i härdningsprocessen är temperaturen. Inom tempereringsugnen bestämmer den valda temperaturen direkt avvägningen mellan hårdhet och seghet. När anlöpningstemperaturen ökar, minskar hårdheten och segheten ökar - men förhållandet är inte linjärt och beror mycket på legeringens sammansättning.
För ett vanligt medelkolstål som AISI 4140, här är hur härdningstemperaturen påverkar Rockwell-hårdheten (HRC) efter oljesläckning:
| Tempereringstemperatur (°C) | Hårdhet (HRC) | Typisk tillämpning |
|---|---|---|
| 150–175 | 57–60 | Skärverktyg, slitytor |
| 200–250 | 52–57 | Lager, bussningar |
| 300–350 | 45–52 | Fjädrar, handverktyg |
| 400–450 | 38–45 | Kugghjul, axlar, vevstakar |
| 550–600 | 28–35 | Strukturella komponenter, tryckkärl |
| 650–700 | 20–28 | Smide med hög seghet, tunga maskiner |
Ett viktigt fenomen att vara medveten om är humörssprödhet — En minskning av slagsegheten som uppstår när vissa legerade stål härdas i intervallet 250–400°C (blått sprödhetsområde) eller långsamt kyls ned till 375–575°C. Tempereringsugnar som används för legerat stål är ofta programmerade för att undvika dessa temperaturintervall eller att svalna snabbt genom dem för att förhindra sprödhet. Det är därför exakt ugnsprogrammering är viktig – inte bara att nå en måltemperatur, utan att hantera hastigheten och vägen för temperaturförändringar.
Temperugnar finns i praktiskt taget alla sektorer som är beroende av härdade ståldelar. Anlöpningsprocessen är inte valfri för de flesta tekniska komponenter – det är ett obligatoriskt steg som gör skillnaden mellan en del som fungerar tillförlitligt under drift och en som spricker under belastning.
Fordonssektorn är bland de största konsumenterna av härdningskapacitet i världen. Kugghjul, vevaxlar, kamaxlar, vevstakar, axelaxlar, ventilfjädrar och transmissionskomponenter passerar alla genom tempereringsugnar som en del av deras produktionsväg. En modern personbil innehåller hundratals värmebehandlade ståldelar, och många av dem kräver anlöpning för att uppnå rätt balans mellan utmattningshållfasthet och slagtålighet. Ugnar med kontinuerliga nätband eller rullhärdsugnar som är igång 24 timmar om dygnet är standardutrustning i fabriker för billeverantörer med stora volymer.
Lagerringar och rullande element kräver mycket exakt anlöpning, vanligtvis inom området 150–180°C , för att uppnå målhårdheten 58–64 HRC samtidigt som kvarhållen austenit elimineras och dimensionsstabilitet säkerställs. Även en avvikelse på 10°C från den angivna anlöpningstemperaturen kan göra att hårdheten faller utanför toleransen. Det är därför lagertillverkare investerar mycket i ugnskvalificering och AMS 2750 / CQI-9 kompatibla tempereringsugnssystem.
Skärverktyg för höghastighetstål (HSS) härdas vanligtvis vid 540–560°C — en process som kallas sekundär härdningshärdning — utförs två eller tre gånger för att omvandla kvarhållen austenit och utveckla sekundära karbider som ger röd hårdhet. Kallt verktygsstål som D2 eller H13 varmbearbetningsstål härdas vid olika temperaturintervall för att optimera deras specifika serviceegenskaper. Ugnar för satsvis temperering är det vanligaste valet för verktygs- och formverkstäder på grund av deras flexibilitet vid hantering av olika delstorlekar.
Landningsställskomponenter, fästelement, strukturella ramar och motordelar kräver alla härdning under strikt kontrollerade förhållanden. Aerospace-tempering måste uppfylla AMS 2759-specifikationerna, som definierar tillåtna temperaturintervall, hålltider, termoelementpositioner och inspelningskrav. Temperugnar som används inom flyg- och rymdindustrin har vanligtvis flera termoelement, redundanta kontrollsystem och helautomatisk cykelregistrering med digital spårbarhet.
Ventilfjädrar, fjäderfjädrar och industrifjädrar är härdade till ungefär 380–450°C för att optimera deras elasticitetsgräns och utmattningslivslängd. Ugnar med kontinuerligt nätband är idealiska här eftersom fjädertråd eller spiralfjädrar kan strömma igenom i stora mängder. Korrekt härdning förbättrar utmattningshållfastheten genom att slappna av kvarvarande spänningar som införs under lindnings- och kulblästringsprocesser.
Dessa tre ugnstyper används alla för värmebehandling, men de tjänar fundamentalt olika metallurgiska ändamål. Att förväxla dem leder till betydande processfel och skrotade delar.
Den viktigaste skillnaden är att en tempereringsugn alltid används efter härdning, som ett korrigerande steg. Glödgning och normalisering görs vanligtvis innan slutlig härdning, som förberedande steg. Drifttemperaturområdena skiljer sig också avsevärt: anlöpningen förblir under 700°C, medan glödgning och normalisering ofta arbetar över 800–950°C.
Att få rätt temperering kräver mer än att bara ställa in en ratt. Flera interagerande parametrar måste hanteras samtidigt för att uppnå det önskade resultatet konsekvent.
Temperaturuniformitetsundersökningar (TUS) – som krävs av AMS 2750 och liknande standarder – mäter den faktiska temperaturfördelningen över ugnens arbetszon med hjälp av flera kalibrerade termoelement. Ugnar klassificeras i noggrannhetsklasser baserat på deras enhetlighet: Klass 2 (±6°C) and Klass 3 (±8°C) är vanliga för precisionsdelar, medan klass 5 (±14°C) kan vara acceptabelt för mindre kritiska tillämpningar. Otillräcklig temperaturjämnhet är en av de främsta orsakerna till avvisade värmebehandlingspartier.
Blötläggningstiden beräknas utifrån sektionstjocklek - en vanlig tumregel är 1 timme per tum (25 mm) tvärsnitt , med minst 1 timme. Otillräcklig blötläggningstid lämnar kvarvarande spänningar i kärnan av tjocka sektioner. Överdriven blötläggningstid vid temperaturer över 500°C för vissa legerade stål riskerar försprödning eller korntillväxt. Båda ytterligheterna försämrar prestandan.
Överbelastning av en tempererad ugn eller stapling av delar tätt hindrar luftflödet och skapar temperaturgradienter inom lasten. Delar bör arrangeras för att tillåta tillräcklig luftcirkulation. Korgar eller brickfixturer används ofta för att upprätthålla separation mellan delarna. I kontinuerliga ugnar är bandbelastningsdensiteten (kg/m²) en kritisk processparameter.
För delar där ytintegriteten är kritisk - såsom precisionsväxlar eller lagerbanor - förhindrar en neutral eller något reducerande atmosfär oxidation och avkolning under anlöpning. Kväve- eller kväve-metanolatmosfärer används vanligtvis i atmosfärskontrollerade tempereringsugnar. Delar som härdats i utomhus vid höga temperaturer kan utveckla ytoxidskikt som måste avlägsnas genom kulblästring eller tumling, vilket ökar kostnaden och cykeltiden.
För de flesta vanligt kol och låglegerade stål har kylningshastigheten efter anlöpning minimal inverkan på slutegenskaperna. Men för vissa legerade stål - särskilt de som innehåller Mn, Cr, Ni eller P - orsakar långsam nedkylning genom 375–575 °C temperamentssprödhet, en dramatisk minskning av hacksegheten. Dessa stål måste vara vatten eller olja släcks efter anlöpning för att snabbt kringgå detta område.
Energikostnaderna utgör en betydande del av driftskostnaderna i alla värmebehandlingsanläggningar. Moderna ugnsdesigner innehåller flera strategier för att minska energiförbrukningen utan att kompromissa med metallurgisk prestanda.
Vissa avancerade ugnssystem med kontinuerlig temperatur uppnår nu specifik energiförbrukning nedan 0,15 kWh per kilo bearbetat stål — en betydande förbättring jämfört med äldre konstruktioner som förbrukade 0,25–0,35 kWh/kg.
Även med en korrekt designad tempereringsugn kan processfel introducera defekter som äventyrar delens prestanda. Att förstå dessa defekter och deras grundorsaker hjälper operatörerna att ställa in och underhålla sin härdningsprocess korrekt.

TK-13200, TK-7230 TK-13200、 TK-7230 12AXLIG CNC-FJÄDER KOILMASKIN ...
See Details
TK-13200, TK-7230 TK-13200、 TK-7230 12AXLIG CNC-FJÄDER KOILMASKIN ...
See Details
TK12120 TK-12120 12AXLAR CNC-FJÄDER KOILMASKIN ...
See Details
TK-6160 TK-6160 CNC FJÄDERVALSMASKIN ...
See Details
TK-6120 TK-6120 CNC FJÄDERVALSMASKIN ...
See Details
TK-5200 TK-5200 5AXLA CNC FJÄDER KOILMASKIN ...
See Details
TK-5160 TK-5160 5AXLA CNC-FJÄDER KOILMASKIN ...
See Details
TK-5120 TK-5120 5AXLAR CNC-FJÄDER KOILMASKIN ...
See DetailsMobil QR-kod

 Language
Language  中文简体
中文简体

