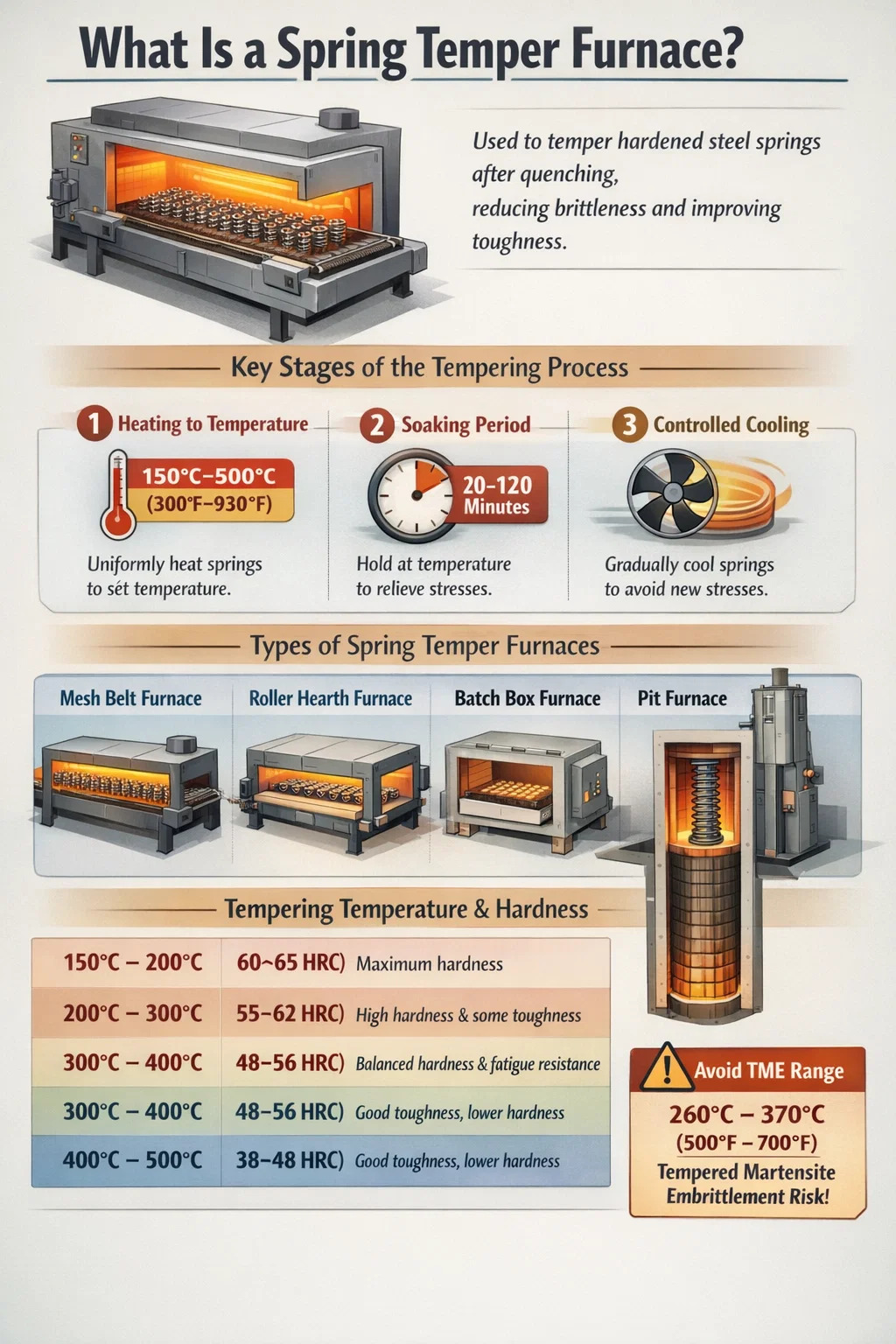
En fjäderhärdningsugn är en typ av industriell värmebehandlingsugn speciellt utfellermad för att härda stålfjädrar efter härdning. Dess primära uppgift är att återuppvärma härdat fjäderstål till en kontrollerad temperatur - vanligtvis mellan 150°C och 500°C (300°F till 930°F) — håll den där under en bestämd period och låt den sedan svalna på ett kontrollerat sätt. Denna process lindrar inre spänningar som introduceras under härdning och härdning, justerar hårdheten till ett specificerat område och återställer en grad av seghet och elasticitet som annars skulle saknas i en helt härdad fjäder.
Utan härdning är en härdad fjäder skör och benägen att plötsligt spricka under belastning. Ugnen med fjädertemperering är det som förvandlar en hård men ömtålig komponent till en hållbar, bärande, utmattningsbeständig del som kan prestera tillförlitligt över miljontals kompressions- eller förlängningscykler.
I produktionsmiljöer finns fjäderhärdningsugnar inom biltillverkning, flyg-, precisionsinstrumenttillverkning och tunga maskiner. De finns i flera konfigurationer – kontinuerliga nätbandsugnar, rullhärdsugnar, batchboxugnar och gropugnar – var och en lämpad för olika fjädergeometrier, produktionsvolymer och legeringsspecifikationer.
Arbetsprincipen för en fjäderugn är centrerad på exakt termisk cykling. Efter att stålfjädrar har härdat - vanligtvis genom austenitisering vid temperaturer över 800°C (1470°F) och sedan snabb släckning i olja, vatten eller polymer — den bildade martensitiska mikrostrukturen är extremt hård men mycket stressad och spröd. Härdning i en fjäderhärdningsugn åtgärdar detta genom att utlösa en sekvens av metallurgiska reaktioner i fast tillstånd.
Ugnen värmer fjäderbelastningen jämnt till måltemperaturen. Enhetlighet är avgörande - en temperaturskillnad på jämn ±10°C över lasten kan ge inkonsekventa hårdhetsvärden. Högkvalitativa fjädertemperaturugnar använder flera oberoende kontrollerade värmezoner, forcerade konvektionsfläktar och högdensitetsvärmeelement eller strålningsrör för att uppnå temperaturlikformighet inom ±5°C över arbetskammaren.
När väl måltemperaturen har uppnåtts genom hela fjäderns tvärsnitt, bibehåller ugnen den temperaturen under blötläggningsperioden. Blötläggning tillåter kolatomer som fångas i martensitgittret att börja diffundera och bilda karbidfällningar. Denna karbidutfällning är vad som lindrar gitterpåkänning, minskar sprödhet och återställer duktilitet. Blötläggningstiderna varierar beroende på sektionstjocklek och fjäderstorlek - små trådfjädrar kanske bara behövs 20 till 30 minuter , medan tunga spiralfjädrar eller torsionsstänger kan kräva 60 till 120 minuter eller mer.
Efter blötläggning kyls fjädrarna - antingen genom luftkylning inuti ugnen, genom en kylande vestibul med kontrollerad atmosfär eller genom att avlägsnas till omgivande luft. Nedkylningshastigheten efter anlöpning är i allmänhet mindre kritisk än under härdning, men måste ändå hanteras. Snabb nedkylning från anlöpningstemperaturen kan återinföra ytspänningar, så de flesta fjäderhärdningsugnar tillåter gradvis kylning, speciellt för större fjädertvärsnitt.
Många fjädertemperaturugnar arbetar under en kontrollerad atmosfär - typiskt kväve, endoterm gas eller en kväve-metanolblandning - för att förhindra ytoxidation och avkolning under anlöpningscykeln. Ytoxidation kan försämra utmattningslivslängden och korrosionsbeständigheten, två egenskaper som är avgörande vid fjäderapplikationer. Ugnar med skyddande atmosfär tillför komplexitet och kostnad men är standardutrustning vid tillverkning av precisionsfjädrar för ventilfjädrar för bilar, fjädrar för landningsställ för flygplan och fjädrar för kirurgiska instrument.
Den anlöpningstemperatur som väljs i en fjäderhärdningsugn bestämmer direkt de slutliga mekaniska egenskaperna hos den färdiga fjädern. Detta är inte en mindre justering - en skillnad på 50°C i anlöpningstemperatur kan ändra hårdheten med 3 till 6 HRC-punkter och dramatiskt förändra draghållfasthet och töjningsvärden.
| Temperering temperaturområde | Typisk hårdhet (HRC) | Nyckelresultat för egendom | Vanlig vårapplikation |
|---|---|---|---|
| 150°C – 200°C (300°F – 390°F) | 60 – 65 HRC | Maximal hårdhet, begränsad duktilitet | Precisionsinstrumentfjädrar |
| 200°C – 300°C (390°F – 570°F) | 55 – 62 HRC | Hög hårdhet med viss seghet | Klockfjädrar, låsfjädrar |
| 300°C – 400°C (570°F – 750°F) | 48 – 56 HRC | Balanserad hårdhet och utmattningsmotstånd | Bilventilfjädrar, fjädrande fjädrar |
| 400°C – 500°C (750°F – 930°F) | 38 – 48 HRC | Bra seghet, lägre hårdhet | Tunglastade spiralfjädrar, järnvägsfjädrar |
En kritisk zon att undvika är intervall för tempererad martensitförsprödning (TME). , vanligtvis mellan 260°C och 370°C (500°F till 700°F) . Anlöpning inom detta område kan faktiskt minska segheten snarare än att förbättra den, ett fenomen som orsakas av utfällning av karbider vid tidigare austenitkorngränser. Ansvarsfulla ugnsoperatörer designar sina tempereringscykler så att de antingen stannar under eller överskrider detta intervall snarare än att stanna kvar i det. Detta är en anledning till att fordonsventilfjäderspecifikationer ofta anger anlöpning vid eller över 380°C till 420°C.
Fjäderindustrin använder flera distinkta ugnskonfigurationer för fjäderhärdningsprocessen. Var och en har tekniska fördelar som gör den bättre lämpad för specifika fjädertyper, produktionsvolymer eller legeringssystem.
Nätbandsugnen är den vanligaste konfigurationen vid tillverkning av fjäder med hög volym. Fjädrar laddas på ett nätband av rostfritt stål som bär dem kontinuerligt genom uppvärmnings-, blötläggnings- och kylningszonerna. Produktionshastigheter kan nå 500 till 2 000 kg/timme beroende på ugnens längd och bredd. Bandhastigheter och zontemperaturer är oberoende justerbara, vilket möjliggör exakt kontroll av blötläggningstid och temperaturprofil. Mesh-bandugnar är idealiska för små till medelstora spiralfjädrar, trådformade fjädrar och platta fjädrar. Den huvudsakliga begränsningen är att överdimensionerade eller tunga fjädrar kan deformera remmen med tiden.
Rullhärdsugnar använder vattenkylda eller legerade rullar för att transportera fjädrar genom ugnen på brickor eller fixturer. De klarar tyngre belastningar än nätremssystem, rymmer större fjäderenheter och tillåter mer exakt atmosfärskontroll. Dessa ugnar är vanliga för härdning av fordonsupphängningsspolar, stabilisatorstänger och torsionsfjädrar. Arbetstemperaturer sträcker sig från omgivningen upp till 700°C (1290°F) i de flesta rullhärdskonstruktioner, med mycket snäv temperaturlikformighet - vanligtvis ±4°C - som kan uppnås i moderna system.
Batchugnar laddas med en fast laddning av fjädrar, bringas till temperatur, blötläggs och avlastas sedan. De erbjuder maximal flexibilitet — samma ugn kan bearbeta en mängd olika fjäderstorlekar och specifikationer på olika skift. Detta gör dem populära i arbetsbutiker och produktionsmiljöer med medelstora volymer. Avvägningen är lägre genomströmning och behovet av en termisk blötläggningsperiod som är tillräckligt lång för att säkerställa jämn temperatur genom hela satsen. En väldesignad batchboxugn som används för vårhärdning kommer vanligtvis att fungera forcerad återcirkulationsfläktar för att säkerställa temperaturjämnhet inom ±5°C även när den laddas med en tät laddning.
För långa fjädrar, torsionsstänger eller bladfjäderknippen som inte enkelt kan läggas platt, är vertikala gropugnar en praktisk lösning. Fjäder- eller fjäderaggregatet är upphängt vertikalt i ugnskammaren. Detta förhindrar förvrängning från gravitationen, vilket är ett verkligt problem vid härdning av långa stänger eller fjäderpaket med flera blad. Gropugnar för fjäderhärdning är vanligtvis gaseldade och kan nå djup på 2 till 6 meter , som rymmer mycket långa komponenter i ett kompakt ytfotavtryck.
Saltbadshärdningsugnar använder smält nitrat- eller kloridsalter som uppvärmningsmedium. Fjädrarna är nedsänkta i det flytande saltbadet, vilket ger extremt snabb och jämn värmeöverföring — mycket snabbare än luftkonvektion. Detta resulterar i mycket korta cykeltider och utmärkt temperaturkonsistens. Saltbadsugnar är särskilt uppskattade för härdning av precisionsfjädrar där snäva hårdhetstoleranser (±1 HRC) krävs. De huvudsakliga operativa utmaningarna är hantering av saltkontamination, rökextraktion och risken för smälta salter vid driftstemperaturer på 160°C till 550°C.
Att förstå vad som finns inuti en fjäderugn förklarar varför vissa ugnar ger bättre resultat än andra. Varje komponent bidrar till temperaturlikformigheten, atmosfärens integritet och repeterbarhet som bestämmer den slutliga fjäderkvaliteten.
Vårhärdningsprocessen passar inte alla. Olika fjäderstållegeringar reagerar olika på värmebehandling, och fjäderhärdningsugnen måste ställas in med rätt temperaturprofil för den specifika legeringen som bearbetas.
Stål med hög kolhalt är de vanligaste fjädermaterialen och är de primära målen för fjäderhärdande ugnar. Deras kolhalt av 0,60 % till 1,00 % ger dem möjlighet att uppnå mycket hög hårdhet efter härdning. Dessa kvaliteter är typiskt härdade mellan 200°C och 400°C. Vid 300°C uppnår 1080 fjäderstål typiskt en draghållfasthet på ca 1 800 till 2 000 MPa med hårdhet i intervallet 52 till 57 HRC.
Kisel-kromlegeringar ger överlägsen motståndskraft mot avslappning under belastning - en kritisk egenskap för ventilfjädrar och fjäderfjädrar. Dessa kvaliteter härdas vanligtvis vid högre temperaturer, ofta 420°C till 480°C , för att fullt ut aktivera de förstärkningsmekanismer som kisel och krom tillhandahåller. Vid dessa temperaturer måste fjädertemperaturugnen bibehålla mycket snäv enhetlighet eftersom anlöpningssvarskurvan är brant - små temperaturavvikelser ger märkbar hårdhetsspridning.
6150 är en populär legering för fordons- och industrispiralfjädrar och platta fjädrar. Vanadintillsatser förfinar kornstrukturen och ökar härdbarheten. Tempereringstemperaturer på 400°C till 500°C är typiska, vilket resulterar i draghållfastheter inom området 1 600 till 1 900 MPa beroende på sektionsstorlek och specifik anlöpningstemperatur.
Rostfria fjäderstål kräver särskild hänsyn. Nederbördshärdande kvaliteter som 17-7 PH stärks av åldringsbehandlingar vid specifika temperaturer - vanligtvis 480°C (skick CH900) or 510°C (RH950 skick) — snarare än genom den konventionella släcknings-och-tempereringscykeln. Ugnar med fjäderhärdning som används för rostfria fjädrar måste ge mycket exakt atmosfärskontroll för att förhindra kromutarmning vid ytan, vilket skulle äventyra korrosionsbeständigheten.
En fjäderugn är bara så bra som kvalitetskontrollsystemet som omger den. Fjädertillverkare som arbetar efter kvalitetsstandarder för bil- eller flygindustrin upprätthåller rigorösa processkontroller kring sina härdningsoperationer.
De flesta flyg- och fordonsspecifikationer kräver periodiska undersökningar av temperaturlikformighet av vårtemperaturugnen, vanligtvis utförda kvartalsvis. I en TUS placeras kalibrerade termoelement på flera positioner över arbetszonen och ugnen körs med standarddriftsbörvärdet. Den maximala tillåtna avvikelsen över alla mätpunkter måste falla inom ett specificerat band - vanligtvis ±5°C för klass 2-ugnar per AMS 2750 (Nadcap pyrometristandard). Ugnar som inte uppfyller TUS-kraven måste omkalibreras eller repareras innan de återgår till drift.
Förutom TUS, verifieras ugnstemperaturkontrollinstrument mot kalibrerade referenstermoelement genom systemnoggrannhetstester som utförs månadsvis eller med specificerade intervall. Detta säkerställer att temperaturavläsningen som visas av ugnsregulatorn faktiskt matchar den verkliga temperaturen i arbetszonen.
Efter varje anlöpningskörning testas provfjädrar hårdhet - vanligtvis med Rockwell C-skalan - för att verifiera att satsen har uppnått det specificerade hårdhetsintervallet. Specifikationer för fordonsventilfjäder kräver till exempel ofta hårdhet 47 till 52 HRC , och hela partiet kan avvisas om prover faller utanför detta fönster.
För kritiska applikationer genomgår fjädrar som tagits från härdade partier lastavböjningstestning för att bekräfta fjäderhastighet och fri längd, och utmattningstestning för att verifiera att anlöpningscykeln har gett tillräcklig utmattningslivslängd. Ventilfjädrar för fordon som används i högpresterande motorer testas rutinmässigt 10 miljoner cykler eller mer utan fel vid specificerade stressnivåer.
Även med välskötta vårtempererade ugnar kan problem uppstå som påverkar produktkvaliteten. Att identifiera dessa problem och deras grundorsaker är avgörande för en konsekvent produktion.
Moderna fjäderugnar är betydligt mer energieffektiva än utrustning för 20 år sedan. Framsteg inom isoleringsmaterial, värmeelementteknik och förbränningssystem har minskat den specifika energiförbrukningen avsevärt.
Keramiska fiberfodermoduler minskar värmelagring och värmeförlust i ugnsväggen jämfört med tät eldfast tegel. I en eftermontering från tegel till keramisk fiberisolering, energibesparingar på 20 % till 40 % rapporteras ofta, tillsammans med snabbare uppvärmningstider som ökar ugnens tillgänglighet och genomströmning.
Genom att montera frekvensomriktare (VFD) på recirkulationsfläktmotorer och transportördrifter kan fläkthastigheten och remhastigheten anpassas exakt till produktionshastigheten och fjäderbelastningen, vilket minskar onödig energiförbrukning under tomgångsperioder eller delbelastningar.
I gaseldade fjäderugnar återvinner rekuperatorer eller regenerativa brännarsystem värme från avgaserna och använder den för att förvärma förbränningsluften. Recuperatorsystem kan höja förbränningsluftens temperatur till 400°C till 600°C , minska bränsleförbrukningen med 25 % till 35 % jämfört med förbränning av kall luft.
Moderna ugnar med fjädertemperering innehåller allt mer dataloggning, SCADA-integration och till och med maskininlärningsbaserat prediktivt underhåll. Kontinuerlig övervakning av elementresistans, fläktmotorström, termoelementkalibreringsdrift och atmosfärssammansättning tillåter underhållsteam att schemalägga ingrepp innan fel inträffar, vilket minskar oplanerade stillestånd som kan störa produktionsscheman och utsätta delvis härdade fjädersatser för kvalitetsrisker.
Vårhärdning förväxlas ibland med avspänningsavlastning och glödgning. Dessa är relaterade men distinkta värmebehandlingsprocesser, och skillnaderna har stor betydelse vid fjädertillverkning.
| Process | Temperaturområde | Syfte | Effekt på hårdhet |
|---|---|---|---|
| Vårhärdning | 150°C – 500°C | Minska sprödheten efter härdning, ställ in slutliga mekaniska egenskaper | Minskar hårdheten från släckt till specificerat mål |
| Avstressande | 120°C – 250°C | Ta bort lindnings- eller lindningsspänningar från kallformade fjädrar | Minimal förändring i hårdhet |
| Glödgning | 700°C – 900°C | Helmjuka stål för formning eller bearbetning | Stor minskning — resulterar i mycket mjukt material |
Kalllindade fjädrar gjorda av förhärdad tråd (såsom musiktråd eller hårt dragen tråd) genomgår vanligtvis stressavlastande snarare än full anlöpning, eftersom tråden redan var härdad vid trådbruket. Avstressningsbehandlingen kl 120°C till 230°C i 20 till 30 minuter tar bort lindningsspänningar och stabiliserar fjädergeometrin utan att väsentligt förändra hårdheten. Varmlindade fjädrar, däremot, lindas över den kritiska omvandlingstemperaturen och kräver full härdning och anlöpning i en fjäderhärdningsugn efter formning.
Att välja en fjäderugn innebär att balansera flera driftskrav. Fel val resulterar i antingen dålig fjäderkvalitet eller en dyr investering i överkapacitet.

TK-13200, TK-7230 TK-13200、 TK-7230 12AXLIG CNC-FJÄDER KOILMASKIN ...
See Details
TK-13200, TK-7230 TK-13200、 TK-7230 12AXLIG CNC-FJÄDER KOILMASKIN ...
See Details
TK12120 TK-12120 12AXLAR CNC-FJÄDER KOILMASKIN ...
See Details
TK-6160 TK-6160 CNC FJÄDERVALSMASKIN ...
See Details
TK-6120 TK-6120 CNC FJÄDERVALSMASKIN ...
See Details
TK-5200 TK-5200 5AXLA CNC FJÄDER KOILMASKIN ...
See Details
TK-5160 TK-5160 5AXLA CNC-FJÄDER KOILMASKIN ...
See Details
TK-5120 TK-5120 5AXLAR CNC-FJÄDER KOILMASKIN ...
See DetailsMobil QR-kod

 Language
Language  中文简体
中文简体

