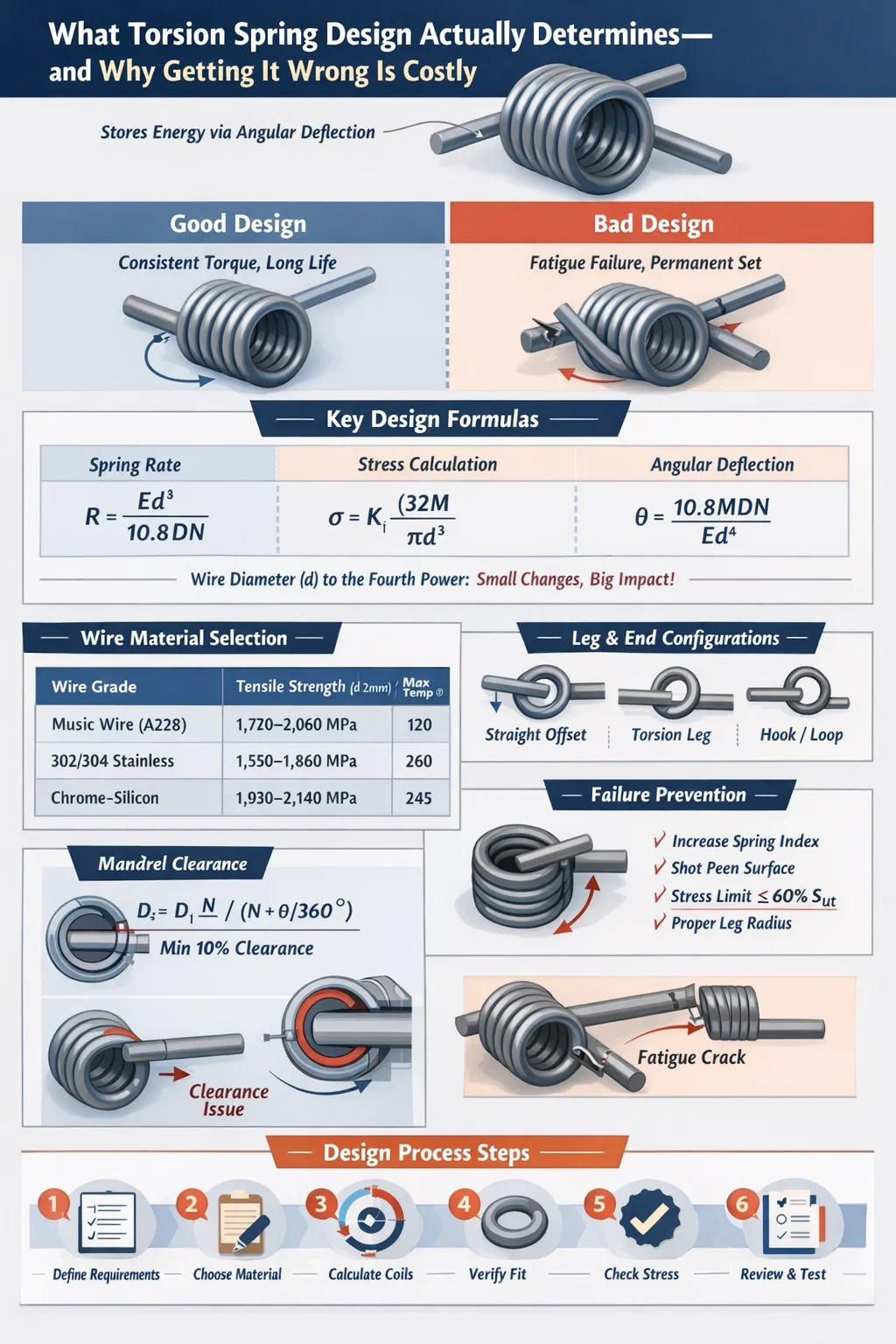
Torsionsfjäderdesign är processen att specificera geometri, material, belastningsegenskaper och tillverkningstoleranser för en fjäder som lagrar energi genom vinkelavböjning snarare än linjär kompression eller förlängning. Få rätt design och fjädern levererar konsekvent vridmoment över tusentals – eller miljontals – cykler. Gör det fel och du möter för tidigt utmattningsfel, permanent inställning eller oförutsägbara vridmomentkurvor som förstör nedströmsmekanismen.
Den mest kritiska designutgången är fjäderhastighet (moment per rotationsgrad) , vanligtvis uttryckt i N·mm/° eller lb·in/°. Varannan parameter - tråddiameter, spoldiameter, antal aktiva spolar, bengeometri, ändkonfiguration - matas in i det numret. En torsionsfjädermaskin kan bara producera vad designen specificerar, så precision i designfasen eliminerar kostsamma omarbeten på produktionsgolvet.
This article walks through the full design process: from fundamental equations and material selection to manufacturing constraints imposed by torsion spring machines, common failure modes, and practical tolerancing strategies used in high-volume production.
Torsionsfjäderdesign bygger på en uppsättning väletablerade mekaniska ekvationer. Att förstå dem är inte valfritt – de avgör om din fjäder överlever sin livslängd eller misslyckas under de första tusen cyklerna.
Vinkelfjäderhastigheten R beräknas som:
R = Ed⁴ / (10,8 D N)
Där E är elasticitetsmodulen (MPa), är d tråddiametern (mm), D är medelspolens diameter (mm) och N är antalet aktiva spolar. För hårt dragen kolståltråd, E ≈ 196 500 MPa; för rostfritt stål 302/304, E ≈ 193 000 MPa; för krom-kisel (SAE 9254), E ≈ 201 000 MPa.
Lägg märke till att tråddiametern visas i fjärde potensen. Att öka d med bara 10 % ökar fjäderhastigheten med cirka 46 %. Det är därför tråddiametern är den mest känsliga variabeln i alla torsionsfjäderkonstruktioner - en liten toleransavvikelse har en överdimensionerad effekt på den slutliga fjäderhastigheten.
Böjspänningen i en torsionsfjädertråd är:
σ = K_i × (32M) / (πd³)
Där M är det applicerade momentet (N·mm), d är tråddiametern och K_i är den inre fiberspänningskorrigeringsfaktorn (även kallad Wahl-faktorn för torsionsfjädrar). K_i står för krökningseffekter och definieras som:
K_i = (4C² - C - 1) / (4C(C - 1))
Där C är fjäderindex = D/d. För ett fjäderindex på 6 (ett gemensamt värde), K_i ≈ 1,24. För en tät spole med C = 4 stiger K_i till ungefär 1,40. Detta innebär att en tätt lindad fjäder ser 13 % högre spänning på den inre fibern för samma applicerade ögonblick - en meningsfull skillnad när utmattningslivslängden är designbegränsningen.
Total vinkelavböjning θ (i grader) är:
θ = 10,8 M D N/(E d⁴)
Denna ekvation är inversen av fjäderhastighetsformeln. Den talar om hur mycket fjädern roterar för ett givet applicerat vridmoment. I applikationer som dörrgångjärn för bilar eller fönsterregulatorer är det avgörande att veta den exakta avböjningsvinkeln vid varje vridmomentnivå för mekanismförpackning.
En egenskap som är unik för torsionsfjädrar: spiraldiametern ändras när fjädern lindas upp eller av. Vid lindning i stängningsriktningen (spolarna dras åt) minskar medeldiametern. Den nya medeldiametern D₂ är:
D₂ = D₁ N / (N θ/360°)
För en fjäder med 8 aktiva spolar som roterar 90°, D₂ = D₁ × 8 / 8,25 = 0,970 × D₁ — en minskning med 3 %. Om fjädern arbetar över en dorn, måste konstruktören verifiera att D2 fortfarande ger tillräckligt spelrum; störningar vid maximal avböjning orsakar katastrofala vridmomentstoppar och för tidigt fel. Standard designpraxis är att upprätthålla minst 10 % spel mellan den avböjda inre spolens diameter och dornens yttre diameter .
Materialvalet är oskiljaktigt från torsionsfjäderdesignen. Tråden måste leverera den erforderliga draghållfastheten, uthållighetsgränsen och korrosionsbeständigheten över driftstemperaturområdet, samtidigt som den förblir kompatibel med torsionsfjädermaskinens formningsförmåga.
| Trådkvalitet | Draghållfasthet (d=2mm) | Max temperatur (°C) | Typisk användning |
|---|---|---|---|
| Hårdritad (ASTM A227) | 1 380–1 650 MPa | 120 | Allmänt, statiska laster |
| Musikkabel (ASTM A228) | 1 720–2 060 MPa | 120 | Hög cykel trötthet, precision |
| 302/304 rostfritt (ASTM A313) | 1 550–1 860 MPa | 260 | Korrosiva miljöer |
| 316 rostfritt (ASTM A313) | 1 480–1 790 MPa | 315 | Marin, kemisk exponering |
| Krom-kisel (SAE 9254) | 1 930–2 140 MPa | 245 | Hög stress, förhöjd temp |
| Inconel 718 | 1 240–1 380 MPa | 600 | Flyg, gasturbiner |
För de flesta industriella tillämpningar - dörrgångjärn, spärrar, upprullningsdon och elektriska kontakter - musiktråd (ASTM A228) är standardvalet . Dess höga draghållfasthet och konsekventa ytkvalitet stödjer utmattningslivslängder som överstiger 500 000 cykler vid spänningsnivåer upp till 70 % av den slutliga draghållfastheten. Hårddragen tråd kostar 10–15 % mindre men har en grövre ytfinish och mer draghållfasthetsvariationer, vilket gör den mer lämplig för statiska eller lågcykelapplikationer.
Krom-kiseltråd, även om den är dyrare, är standardvalet för bilventilfjädrar och bromsreturfjädrar där driftstemperaturer når 200–240°C och spänningsavslappning måste minimeras. Det är också mer krävande för torsionsfjädermaskinen eftersom dess högre hårdhet accelererar slitage på verktyg - en faktor att diskutera med tillverkaren under designgranskning.
Fosforbrons och berylliumkoppar förekommer i elektriska anslutningsfjädrar där ledningsförmåga spelar roll tillsammans med mekanisk prestanda. Berylliumkoppar i synnerhet, även om det är dyrt, uppnår draghållfastheter som närmar sig 1 400 MPa och bibehåller utmärkt sättningsmotstånd, vilket gör det lämpligt för precisionsinstrument med snäva vridmomenttoleranser under lång livslängd.
Slutkonfigurationen av en torsionsfjäder - hur benen är formade, var de kommer i kontakt med de matchande delarna och vilken geometri de följer - påverkar direkt tre saker: det effektiva antalet aktiva spolar, spänningskoncentrationen vid ben-kroppsövergången och vad torsionsfjädermaskinen realistiskt kan bilda.
Det effektiva antalet aktiva spolar N_a inkluderar ett bidrag från benen. För raka ben lägger standardapproximationen till L/(3πD) till antalet kroppsspolar, där L är den totala längden på båda benen. För en fjäder med en medelspiraldiameter på 20 mm och två 30 mm ben, adderar detta cirka 30/(3π×20) ≈ 0,16 spolar — en liten men icke-trivial korrigering när snäva fjäderhastighetstoleranser (±5 % eller bättre) krävs.
Att ignorera denna korrigering leder till systematiska fjäderhastighetsfel som blir uppenbara under inspektionen av första artikeln, vilket kräver justeringar av spiralantal och ytterligare CNC-torsionsfjädermaskinens inställningstid.
En torsionsfjädermaskin - närmare bestämt en CNC-lindningsmaskin med torsionsfjäderkapacitet - bildar tråd genom att böja den runt en spiraldorn samtidigt som den formar benen och änddetaljerna. Att förstå vad maskinen kan och inte kan göra är viktigt i konstruktionsstadiet, innan verktyg skärs.
Standard CNC torsionsfjädermaskiner hanterar tråddiametrar från cirka 0,10 mm till 16 mm, beroende på maskinklass. CNC-spolar för nybörjare täcker 0,3–3,5 mm; tunga industrimaskiner hanterar 3–16 mm tråd. Fjäderindex (D/d) är praktiskt taget begränsat mellan 4 och 16 för de flesta produktionskörningar:
Den söta platsen för tillverkning av torsionsfjädermaskiner är C = 6 till C = 12 , där formningskrafter är hanterbara, verktygsslitage är förutsägbart och dimensionella toleranser kan uppnås vid höga produktionshastigheter.
Moderna CNC-torsionsfjädermaskiner - som de från Wafios, Numalliance eller Simplex - arbetar med 4 till 8 kontrollerade axlar. Nyckelfunktioner inkluderar:
Den fria vinkeln - vinkeln mellan de två benen i obelastat tillstånd - är en av de mest utmanande parametrarna att kontrollera. Fri vinkeltolerans på ±3° till ±5° är standardproduktionskapacitet; ±1° till ±2° kan uppnås med premium CNC-torsionsfjädermaskiner och processkvalificering, men till en högre kostnad per styck. Konstruktörer bör specificera den snästa tolerans de faktiskt behöver, inte den snästa de tror är möjlig - att överspecificera fri vinkeltolerans kan fördubbla eller tredubbla kostnaden för delar utan att produktens funktion förbättras.
Efter formningen genomgår torsionsfjädrar gjorda av förhärdad tråd (musiktråd, hårt dragen, rostfri) en lågtemperaturavlastningsgräddning - vanligtvis 175–230°C i 20–30 minuter. Detta minskar kvarvarande spänningar som induceras under lindning, stabiliserar den fria vinkeln och minskar sättningen i drift. Krom-kisel- och krom-vanadin-fjädrar bildas av glödgad tråd och oljehärdas och härdas sedan till slutlig hårdhet efter lindning, vilket ger mer kontroll över materialegenskaper men kräver ytterligare processsteg på torsionsfjädermaskinlinjen.
Kulblästring, applicerad efter värmebehandling, inducerar kvarvarande tryckspänningar på trådytan, vilket höjer utmattningsuthållighetsgränsen med 20–30 % för fjädrar som arbetar i omvänd böjning. För torsionsfjädrar i högcykelapplikationer (över 500 000 cykler) specificeras nästan alltid kulblästring trots att det lägger till 15–25 % på delkostnaden, eftersom alternativet – utmattningsbrott i fält – är mycket dyrare.
Utmattningsbrott är det dominerande brottläget för torsionsfjädrar under cyklisk belastning. Den initieras vid den inre spolens yta (där böjspänningen är högst på grund av krökning) eller vid kopplingen mellan ben och kropp (en spänningskoncentrationspunkt). Att förutsäga utmattningslivet kräver att man förstår både stressamplituden och medelspänningen.
Det modifierade Goodman-kriteriet relaterar tillåten spänningsamplitud σ_a till medelspänning σ_m:
σ_a / S_e σ_m / S_ut = 1
Där S_e är uthållighetsgränsen och S_ut är den ultimata draghållfastheten. För musiktråd, S_e ≈ 0,45 × S_ut för polerade exemplar. Korrektionsfaktorer för ytfinish reducerar detta till cirka 0,35–0,38 × S_ut för produktionstråd med standard ytkvalitet.
Gerber-parabeln används ibland som ett alternativ till Goodman-linjen eftersom den passar empiriska fjäderutmattningsdata bättre vid höga medelspänningsnivåer. Goodman förblir dock mer konservativ och föredras för säkerhetskritiska tillämpningar.
I praktisk torsionsfjäderkonstruktion ger följande spänningsförhållandemål tillförlitlig utmattningsprestanda:
Dessa mål måste beräknas med hjälp av den spänningskorrigerade formeln med Wahl-faktorn. Att tillämpa ekvationen för nominell böjspänning utan krökningskorrigering underskattar den faktiska trådspänningen med 15–35 % beroende på fjäderindex – ett potentiellt katastrofalt fel i högcykelkonstruktion.
Torsionsfjädrar under ihållande belastning kan uppvisa permanent stelning - en permanent förändring i fri vinkel över tiden på grund av krypning i trådmaterialet. Permanent set är temperaturberoende och blir signifikant över 100°C för kolståltråd. Den maximalt tillåtna ihållande stressen att begränsa inställd på mindre än 2 % över 1 000 timmar vid rumstemperatur är cirka 65 % av S_ut för musiktråd och 70 % för krom-kisel.
För applikationer där fjädern hålls i ett hoptryckt läge (som i många bil- och apparatmekanismer), måste konstruktören verifiera att den ihållande spänningen vid maximal nedböjning inte överskrider dessa gränser. Underlåtenhet att göra det resulterar i vridmomentavfall under produktens livslängd – ett vanligt fältklagomål som går direkt tillbaka till förbiseende av torsionsfjäderdesign.
Att specificera toleranser på en torsionsfjäderritning är där ingenjörsmässig bedömning korsar tillverkningskostnaden. Varje tolerans som är snävare än standardproduktionskapaciteten kräver ytterligare processkontroller, ökad inspektionsfrekvens eller långsammare cykeltider för torsionsfjädermaskinen – allt detta ökar kostnaden.
| Parameter | Standardtolerans | Tät tolerans (premiumkostnad) |
|---|---|---|
| Tråddiameter | Per ASTM trådstandard (vanligtvis ±1–2%) | ±0,5 % (kräver certifierad kabelsats) |
| Medel spoldiameter | ±2–3 % | ±1 % |
| Antal spolar | ±0,25 spolar | ±0,1 spolar |
| Fri vinkel | ±5° | ±2° |
| Fjädertakt | ±10 % | ±5 % |
| Vridmoment vid testvinkel | ±10 % | ±5 % |
| Benlängd | ±1,0 mm | ±0,5 mm |
| Kroppslängd (sluten spole) | ±0,5 mm | ±0,2 mm |
Den viktigaste toleransen att specificera korrekt är vridmomentet vid en definierad testvinkel, inte fjäderhastigheten isolerat. En vridmomenttolerans i en specifik vinkel är mer direkt kopplad till produktens funktion - den talar om för tillverkaren exakt vad fjädern måste leverera vid den punkt i sin rörelse som är viktig för monteringen. Enbart fjäderhastigheten berättar inte historien om den fria vinkeln varierar.
Ett vanligt och effektivt tillvägagångssätt är att specificera: (1) vridmoment vid minsta arbetsvinkel, (2) vridmoment vid maximal arbetsvinkel och (3) fri vinkel med stor tolerans. Denna funktionsspecifikation ger torsionsfjädermaskinens operatör maximal frihet att optimera formningsprocessen samtidigt som den säkerställer att fjädern fungerar korrekt i monteringen.
En torsionsfjäderritning bör alltid specificera:
Att utelämna vindriktning från en ritning är ett av de vanligaste och mest kostsamma felen vid anskaffning av torsionsfjäder. En höger vridfjäder lindad i stängningsriktningen genererar ett ökande vridmoment när den stängs — om monteringen kräver stängningsmoment från en vänsterfjäder, kommer mekanismen att fungera baklänges eller inte alls.
Att förstå fellägen är inte post-mortem-teknik – det är en designinput. Varje felläge mappas till specifika designbeslut som kan förhindra eller mildra det.
Den högsta böjspänningen i en torsionsfjäder uppstår vid den inre fibern i varje spole på grund av krökningseffekten (fångad av Wahl-faktorn). Utmattningssprickor initieras här och fortplantar sig tvärs över tråddiametern, vilket resulterar i plötslig fraktur. Förebyggande strategier:
Setet visar sig som en minskning av fri vinkel över tiden, vilket minskar vridmomentet som levereras vid arbetsvinkeln. Grundorsaken är ihållande stress som överskrider materialets elasticitetsgräns vid driftstemperatur. Förebyggande: håll ihållande spänningar under 65 % S_ut för kolstål, använd förinställda fjädrar (förböjda bortom den maximala arbetsvinkeln under tillverkningen för att inducera gynnsamma kvarvarande spänningar), eller specificera en högre legerad tråd med bättre avspänningsmotstånd.
När fjädern böjs i stängningsriktningen minskar spolens innerdiameter. Om fjädern är monterad över en dorn med otillräckligt spel, kommer spolarna i kontakt med dornen - vilket genererar friktion, värme och oförutsägbara vridmoment. I svåra fall griper fjädern helt och hållet fast i dornen. Fixeringen är enkel i utformningen: beräkna den minsta spolens innerdiameter vid maximal avböjning med hjälp av diameterändringsformeln och se till att dornens OD är minst 10 % mindre. Detta kräver dock att konstruktören känner till den maximala arbetsvinkeln vid konstruktionsstadiet.
Övergången från spolkroppen till det raka benet är en geometrisk diskontinuitet som skapar spänningskoncentration. Storleken beror på böjens skärpa. En minsta böjradie på 1,5d vid benroten är god designpraxis — radier mindre än detta ökar spänningskoncentrationsfaktorn dramatiskt. När torsionsfjädermaskinen bildar benet, justerar operatören verktyget för att uppnå denna minsta radie. Om konstruktören ritar ett skarpt hörn vid benroten, kommer maskinen att producera ett skarpt hörn, och utmattningsbrott kommer att inträffa på den platsen snarare än i spolkroppen där spänningsanalysen förutsäger det.
De mest effektiva torsionsfjäderdesignerna utvecklas i samarbete mellan ingenjören och fjädertillverkaren – speciellt genom att involvera teamet som använder torsionsfjädermaskinen tidigt i designprocessen, innan ritningen slutförs.
Viktiga DFM-överväganden att ta upp med tillverkaren:
Ingenjören som behandlar fjädertillverkaren som en ren råvaruleverantör – tillhandahåller en komplett ritning utan diskussion – får konsekvent suboptimala resultat. Ingenjören som involverar torsionsfjädermaskinteamet i designgranskning får fjädrar som är lättare att tillverka, mer konsekventa och billigare vid produktionsvolymer.
Torsionsfjäderns designprinciper spelar olika ut inom olika branscher. Här är konkreta exempel på hur applikationssammanhang formar designbeslut.
Typisk specifikation: vridmoment på 8–12 N·m vid 75° avböjning , 500 000 cykellivslängd, driftstemperatur −40°C till 80°C. Tråddiameter 4–6 mm, krom-kisellegering, kulblästrad, zinkfosfatbelagd. Torsionsfjädermaskinen måste producera konsekvent fri vinkel till ±3° eftersom dörrspärrkänslan är känslig för vridmomentvariationer vid det mellanliggande kontrollläget (vanligtvis 30–45°). Dessa fjädrar produceras med hög volym - hundratusentals per år - vilket motiverar dedikerad torsionsfjäderbearbetning och vridmomenttestning i processen vid 100 % av delarna.
Typisk specifikation: torque of 0.5–2 N·mm at 30° deflection, 50,000 cycle life, phosphor bronze or beryllium copper, gold flash plated. Wire diameter 0.15–0.5 mm. At this scale, the torsion spring machine must maintain wire feed precision to ±0.02 mm to achieve the ±5% torque tolerance required. Free angle tolerance of ±3° translates to a torque variation of ±10–15% at the working angle, which must be tight enough to ensure reliable electrical contact force without over-stressing the mating pin.
Kirurgiska instrument och implanterbara enhetsmekanismer använder torsionsfjädrar gjorda av 316L rostfritt stål eller MP35N-legering. Vridmomenttoleranser på ±3–5 % är typiska. Varje vår är 100% inspekterad. Spårbarhetskrav innebär att varje produktionsparti är kopplat till ett specifikt trådvärmenummer och torsionsfjädermaskins batch-rekord. Dessa krav ökar avsevärt kostnaderna men är inte förhandlingsbara med tanke på den rättsliga miljön. Tråddiametrar varierar vanligtvis från 0,25 mm till 2,0 mm beroende på applikation.
Garageportens torsionsfjädrar är stora (tråddiameter 4–8 mm, medelspiraldiameter 50–75 mm) och designade för 10 000 till 30 000 cykler av livet. De är lindade i motsatta par på en central axel, vilket balanserar dörrens vikt. Fjäderhastigheten måste matcha dörrens vikt och höjd inom ±10 %, annars kommer dörren inte att balansera korrekt. Dessa fjädrar tillverkas på stora industriella torsionsfjädermaskiner i hög volym, säljs som handelsvaror och är ett av de vanligaste hushållsfjäderfelen - inte för att de är dåligt utformade, utan för att de är designade för ett kostnadsmål som begränsar livslängden.
Att sammanföra designprocessen till ett strukturerat arbetsflöde förhindrar det vanliga misstaget att upprepa sent i utvecklingen när ändringar är dyra.
Genom att följa denna sekvens undviks konsekvent den dyraste kategorin av fjäderkonstruktionsfel: upptäcka dimensions- eller prestandaproblem under monteringsvalidering, när ändring av fjäderdesignen kräver omkvalificering av torsionsfjädermaskinens konfiguration och eventuellt omdesign av matchande delar.

TK-13200, TK-7230 TK-13200、 TK-7230 12AXLIG CNC-FJÄDER KOILMASKIN ...
See Details
TK-13200, TK-7230 TK-13200、 TK-7230 12AXLIG CNC-FJÄDER KOILMASKIN ...
See Details
TK12120 TK-12120 12AXLAR CNC-FJÄDER KOILMASKIN ...
See Details
TK-6160 TK-6160 CNC FJÄDERVALSMASKIN ...
See Details
TK-6120 TK-6120 CNC FJÄDERVALSMASKIN ...
See Details
TK-5200 TK-5200 5AXLA CNC FJÄDER KOILMASKIN ...
See Details
TK-5160 TK-5160 5AXLA CNC-FJÄDER KOILMASKIN ...
See Details
TK-5120 TK-5120 5AXLAR CNC-FJÄDER KOILMASKIN ...
See DetailsMobil QR-kod

 Language
Language  中文简体
中文简体

