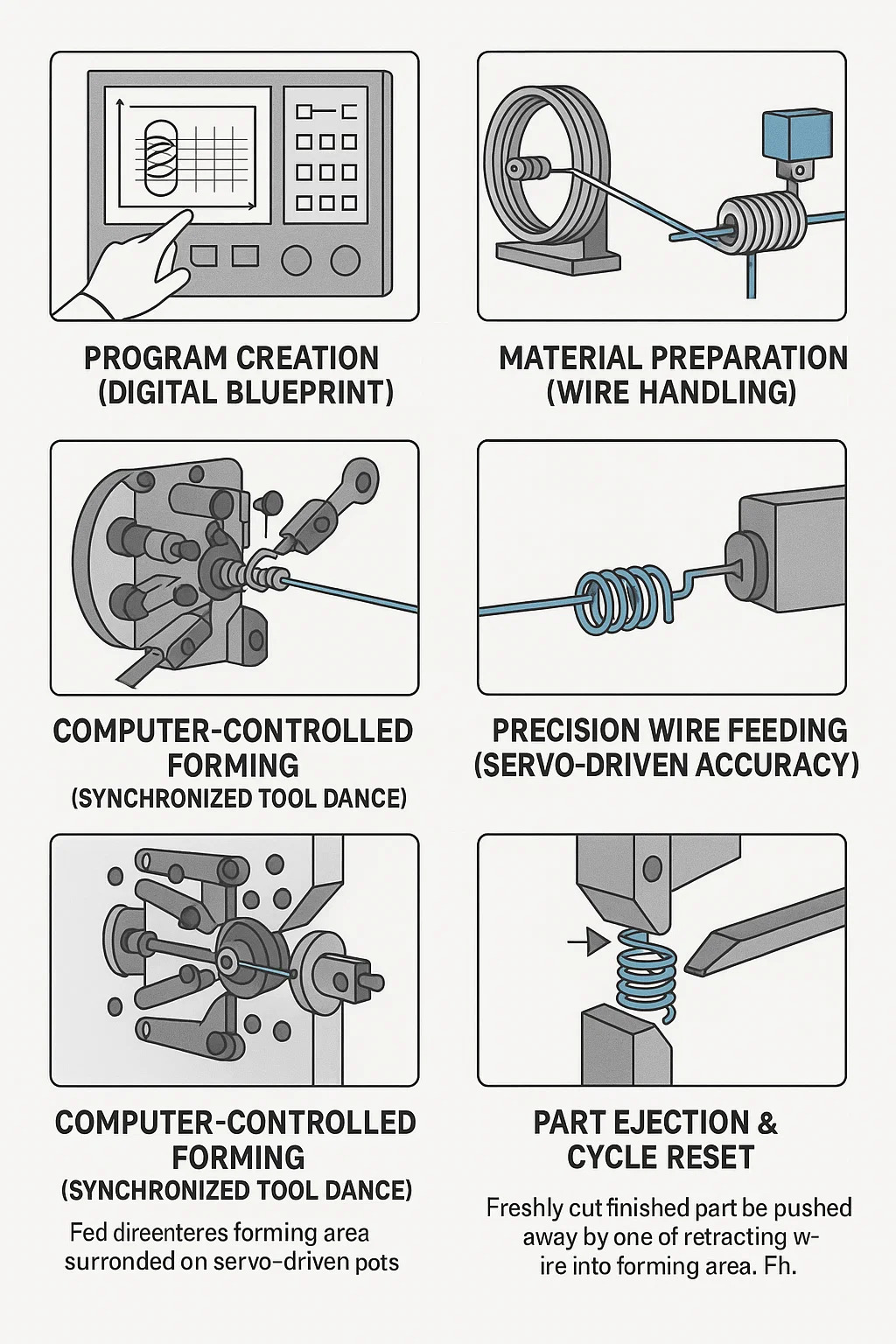
Här är hur en CNC fjädermaskin fungerar, uppdelad i dess väsentliga funktionella uppdelad i dess väsentliga funktionella steg:
•En operatör använder specialiserad programvara på maskinens datorkontrollpanel.
•Den önskade fjäder- eller trådformens önskade fjäder eller trådforms exakta specifikationer matas in: tråddiameter, yttre/inre diametrar, antal spolar, spiraldelning (mellanrum), fri längd, ändkonfigurationer (krokar, öglor, böjar, vinklar) och eventuella specialfunktioner.
•Programvaran omvandlar dessa inmatningar till en exakt uppsättning maskininstruktioner (som G-kod), som definierar varje rörelse och åtgärd.
•En spole av metalltråd (stål, rostfritt, mässing, etc.) är, mässing, etc.) är monterad på en payoff-rulle.
•Tråden matas genom en sträcka. Tråden matas genom en uträtningsenhet som består av flera rullar. Dessa rullar applicerar kontrollerat tryck för att ta bort eventuella krökningar eller veck från den lindade tråden, vilket säkerställer att perfekt rak tråd kommer in i formningsområdet.
•Smörjning kan appliceras på tråden för att minska friktion och verktygsslitage.
•Rätad tråd passerar mellan ett par räfflade matarrullar.
•En dedikerad servomotor styr dessa rullar exakt.
•Baserat på programmet roterar servomotorn rullarna med en exakt mängd och trycker en exakt uppmätt trådlängd framåt in i formningszonen. Denna kontrollerade matning bestämmer kritiska dimensioner som fjäderns totala längd och spiralavstånd.
•Den matade tråden går in i formningsområdet, omgiven av flera rörliga formningsverktyg, omgiven av flera rörliga formningsverktyg (fingrar, slider) monterade på servodrivna stolpar och placerade nära en central placerad nära en central dorn (arbor) eller formningsstift.
•Maskinens datorstyrenhet skickar kommandon till individuella servomotorer som styr varje formverktygsaxel oberoende och samtidigt.
•Dessa servon flyttar verktygen i komplexa, koordinerade banor:
•Verktyg glider radiellt inåt/utåt för att böja tråden eller definiera diametrar.
•Verktyg roterar för att linda tråden runt dornen och bildar spolar.
•Verktyg rör sig axiellt för att kontrollera stigningen (avståndet mellan spolarna) när tråden matas.
•Verktyg pressar eller böjer för att skapa ändformer som krokar, ögonformer som krokar, ögon eller komplexa böjar.
•Flera verktyg agerar i snabb följd och böjer och formar tråden gradvis enligt den programmerade geometrin. Datorn säkerställer perfekt timing och positionering för varje verktygsrörelse i förhållande till trådmatningsverktygets rörelse i förhållande till trådmatningspositionen.
•När den slutliga formen är helt utformad, utlöser programmet ett dedikerat avstängningsservoprogram utlöser en dedikerad avstängningsservoaxel.
•Ett skärblad av härdat stål (giljotinstil eller roterande) rör sig kraftfullt mot ett fast städ eller motblad.
•Denna åtgärd klipper rent den färdiga fjäder- eller trådformen från den bakre trådstocken med exakt timing.
•Den nyskurna färdiga delen är Den nyskurna färdiga delen skjuts vanligtvis ut ur formningen, skjuts vanligtvis ut ur formningsområdet av ett indragningsverktyg eller faller helt enkelt bort av tyngdkraften, ofta ner i en ränna in i en uppsamling, ofta ner i en ränna till en uppsamlingsbehållare.
•Alla formverktyg dras samtidigt tillbaka till sina programmerade startlägen ("hem").
•Matarrullarna för omedelbart nästa exakta trådlängd.
•Hela cykeln (Hela cykeln (steg 3-6) upprepas kontinuerligt med hög hastighet.

TK-13200, TK-7230 TK-13200、 TK-7230 12AXLIG CNC-FJÄDER KOILMASKIN ...
See Details
TK-13200, TK-7230 TK-13200、 TK-7230 12AXLIG CNC-FJÄDER KOILMASKIN ...
See Details
TK12120 TK-12120 12AXLAR CNC-FJÄDER KOILMASKIN ...
See Details
TK-6160 TK-6160 CNC FJÄDERVALSMASKIN ...
See Details
TK-6120 TK-6120 CNC FJÄDERVALSMASKIN ...
See Details
TK-5200 TK-5200 5AXLA CNC FJÄDER KOILMASKIN ...
See Details
TK-5160 TK-5160 5AXLA CNC-FJÄDER KOILMASKIN ...
See Details
TK-5120 TK-5120 5AXLAR CNC-FJÄDER KOILMASKIN ...
See DetailsMobil QR-kod

 Language
Language  中文简体
中文简体

