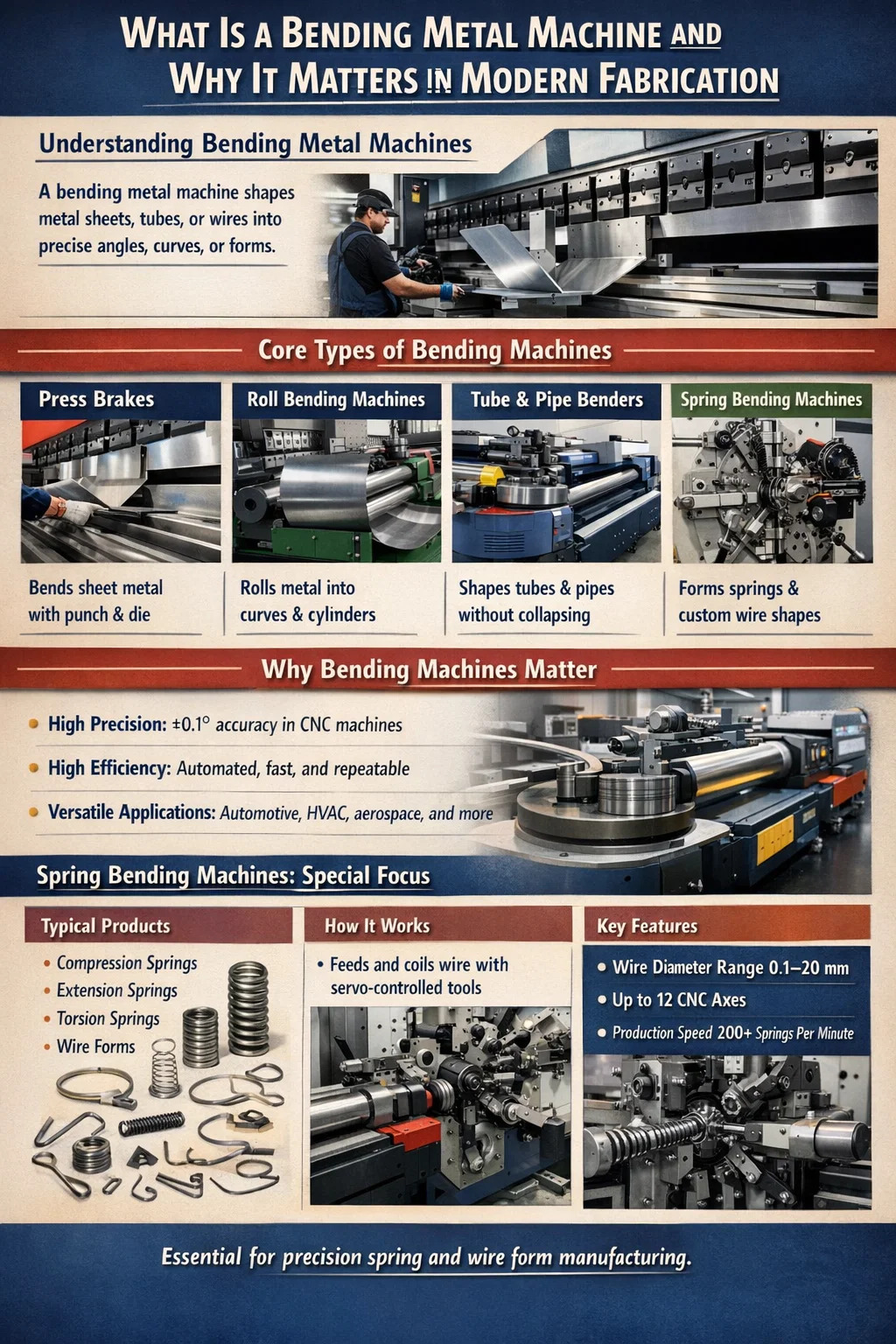
A böjningsmaskin av metall är industriell utrustning utformad för att deformera metallarbetsstycken – plåt, stänger, rör eller tråd – till exakta vinklar, kurvor eller komplexa tredimensionella former utan att skära eller svetsa. Kärnslutsatsen är enkel: om din produktionslinje kräver konsekventa, repeterbara metallformer i skala, är en dedikerad bockningsmaskin inte tillvalsutrustning – den är ryggraden i ditt arbetsflöde. Manuell böjning introducerar mänskliga fel, inkonsekventa böjradier och trötthet för operatören; mekaniserad böjning eliminerar alla tre.
Moderna metallbockningsmaskiner sträcker sig från enkla hydrauliska kantpressar som kan böja 3 mm mjukt stålplåt till sofistikerade CNC fleraxliga system som kan utföra 40 distinkta böjsekvenser i en enda automatiserad cykel. En CNC-kantpress i mellanklassen kan till exempel uppnå vinkelrepeterbarhet på ±0,1°, vilket i princip är ouppnåeligt genom manuell drift. För fordonsfästen, HVAC-kanaler, möbelramar, elektriska kapslingar och hundratals andra produktkategorier är denna precisionsnivå inte en lyx – det är ett tillverkningskrav.
Fjäderbockningsmaskinen är en specialiserad undergrupp av den bredare bockmaskinfamiljen. Medan en allmän kantpress fokuserar på plåt, en fjäderbockningsmaskin är konstruerad speciellt för att linda, linda och forma tråd- eller stavmaterial till tryckfjädrar, förlängningsfjädrar, torsionsfjädrar och specialanpassade trådformer. Dessa två maskintyper samexisterar ofta i samma anläggning – och att förstå hur de kompletterar varandra är viktigt för alla tillverkningsansvariga som skaffar utrustning.
Termen "böjande metallmaskin" är ett paraply som täcker flera distinkta maskinarkitekturer. Att välja fel typ för din applikation leder till dålig detaljkvalitet, överdrivet slitage på verktyg och onödiga investeringar. Nedan finns en strukturerad uppdelning av huvudkategorierna.
Kantpressen är den mest använda plåtbockningsmaskinen i världen. Den använder en stans- och stanssats för att applicera lokal kraft längs en rak linje, vilket skapar en enda böj per slag. Hydrauliska kantpressar dominerar tunga applikationer - böjning av stålplåt upp till 25 mm tjock över böjningslängder på 6 meter eller mer. Elektriska servokantpressar, som har blivit allt populärare sedan 2018, ger energibesparingar på 30–50 % jämfört med hydrauliska motsvarigheter och ger snabbare cykeltider för arbete med tunn tjocklek (0,5–3 mm). CNC-kantpressar lägger till programmerbar back-gauge-positionering, automatisk krönningskompensation och böjsekvensering i flera steg, vilket minskar inställningstiden från timmar till minuter när du växlar mellan detaljprogram.
Rullbockningsmaskiner - även kallade plåtvalsar eller sektionsbockare - använder två eller tre drivna rullar för att kontinuerligt böja metall till bågar, ringar eller cylindrar. De är oumbärliga för tillverkning av tryckkärl, rörproduktion, arkitektoniskt stålarbete och tanktillverkning. En symmetrisk maskin med tre valsar är standarden för att tillverka cylindrar med stor diameter från plan platta. En maskin med fyra valsar lägger till en fjärde rulle som förböjer framkanten, vilket eliminerar den platta punkten som är den klassiska begränsningen för design med tre valsar. Böjradier från snäva 150 mm kurvor till mjuka bågar som spänner över flera meter är möjliga beroende på maskintonnage och valsdiameter.
Rörbockningsmaskiner böjer ihåliga sektioner - runda, fyrkantiga eller rektangulära rör - utan att kollapsa tvärsnittet. Roterande dragböjning, den mest exakta metoden, klämmer fast röret mot en formform och roterar den runt en fast bockform, ofta med en invändig dorn som förhindrar att väggen kollapsar. Denna metod är standard i bilavgassystem, rullburar, cykelramar och flyghydraulikledningar. CNC-rörbockare med multi-stack verktygshuvuden kan producera delar som kräver flera böjar i olika plan - en enda bilavgaskomponent kan ha 8 till 12 distinkta böjar programmerade i sekvens.
Trådbockningsmaskiner och fjäderbockningsmaskiner hanterar lager med mindre diameter - vanligtvis tråd från 0,1 mm till 20 mm i diameter - och formar det till komplexa tvådimensionella eller tredimensionella trådformer, klämmor, fästen, krokar och fjädrar. Denna kategori förtjänar en dedikerad diskussion och behandlas på djupet i efterföljande avsnitt.
| Maskintyp | Primärt material | Typisk tolerans | Vanliga industrier |
|---|---|---|---|
| CNC kantpress | Plåt 0,5–25 mm | ±0,1° | VVS, elektronik, konstruktion |
| Tallrikrulle | Plåt upp till 100 mm | ±1–2 mm diameter | Tryckkärl, tankar |
| CNC Tube Bender | Rör OD 6–200 mm | ±0,2° | Fordon, flyg |
| Fjäderbockningsmaskin | Tråd 0,1–20 mm | ±0,05 mm stigning | Fjädrar, trådformar, clips |
A fjäderbockningsmaskin — även kallad fjäderlindningsmaskin, CNC-fjäderformare eller trådformningsmaskin beroende på konfiguration — är en mycket specialiserad bockningsmaskin av metall designad för att bearbeta trådmaterial till fjädrar och trådformer med hög genomströmning. Att förstå dess funktionsprincip hjälper till att klargöra varför den inte bara kan ersättas med en allmän bockningsmaskin.
Tråd dras från en spole eller rätas ut från en spole och matas genom precisionsstyrrullar in i formningszonen. Matningsmekanismen – vanligtvis ett servodrivet nypvalssystem – kontrollerar längden på tråden som matas ut med en noggrannhet på ±0,05 mm. I formningszonen avleder en lindningspunkt eller formningsverktyg tråden för att skapa spolens diameter. Stigningsverktyget styr samtidigt spolens axiella frammatning och bestämmer fjäderns fria längd och stigning. En skärmekanism - antingen en roterande skärare eller en kamdriven kamkniv - skär av den färdiga fjädern från tråden vid den programmerade punkten.
På CNC-fjäderbockningsmaskiner är varje axel - matningslängd, lindningspunktsposition, stigningsverktygsvinkel och skärtid - oberoende servostyrd och synkroniserad genom en central rörelsekontroller. Avancerade maskiner från tillverkare som Wafios, Itaya eller Bamatec kan producera tryckfjädrar med hastigheter som överstiger 200 stycken per minut för tråd med liten diameter (under 1 mm), med dimensionell repeterbarhet som manuell fjäderlindning inte kan närma sig.
Återfjädring – den elastiska återhämtningen av metall efter bockning – är den centrala utmaningen i alla metallböjningsoperationer, men den är särskilt kritisk vid fjädertillverkning. Eftersom fjäderns funktionella prestanda beror på exakta geometriska dimensioner (fri längd, spiraldiameter, stigning), översätts varje återfjädring som orsakar dimensionsavvikelser direkt till en fjäder som inte uppfyller belastningsspecifikationen. CNC-fjäderbockningsmaskiner kompenserar för återfjädring algoritmiskt: styrmjukvaran överböjer tråden med en beräknad mängd så att den färdiga fjädern efter elastisk återhämtning landar på måldimensionen. Detta överböjningsvärde varierar med trådmaterial, diameter, temperaturtillstånd och böjradie, och moderna maskiner lagrar dessa värden i materialbibliotek för snabb jobbbyte.
Att köpa en metallbockningsmaskin - oavsett om det är en kantpress, fjäderbockningsmaskin eller rörbockare - kräver att man utvärderar en uppsättning tekniska parametrar som avgör om maskinen faktiskt kan producera dina delar. Att förlita sig på en säljares beskrivning utan att verifiera dessa siffror mot dina delkrav är hur företag får maskiner som inte kan göra jobbet.
Materialet som böjs avgör verktygsval, tonnagekrav, återfjädringskompensation och möjlig böjradie. Alla metaller böjer sig inte lika, och en böjningsmetallmaskin optimerad för mjukt stål kan ge helt andra resultat - eller misslyckas direkt - när man försöker böja härdat fjäderstål eller titan.
Standardreferensmaterial för bockningsmaskiner av metall. Mjukt stål (sträckgräns cirka 250 MPa) är förlåtande, böjer rent och har måttlig återfjädring. Det är materialet som används i maskintonnageklassificeringar och rekommendationer för formöppning. Kvalitet S235 eller A36 mjukt stål böjer tillförlitligt till en minsta inre böjradie på 0,5× materialtjocklek utan att spricka.
HSLA-stål (sträckgräns 350–700 MPa) och AHSS-kvaliteter som används i fordonskarosskonstruktioner kräver betydligt mer tonnage för att böjas – ofta 2 till 3 gånger det tonnage som krävs för motsvarande mjukt ståltjocklek . Återfjädringen är också proportionellt högre: en 90° böj i HSLA-stål kan kräva programmering av stansen till 84–87° för att uppnå 90° efter återfjädring. Formöppningen måste också vara bredare för att förhindra sprickbildning vid böjlinjen.
Austenitiska rostfria stål (304, 316) arbetshärdar under böjning, vilket ökar motståndet när böjningen fortskrider. De kräver cirka 50 % mer tonnage än mjukt stål av samma tjocklek och uppvisar en uttalad återfjädring. Verktygsytor måste hållas rena för att förhindra att rostfritt stål tar upp föroreningar som orsakar korrosion under drift.
Aluminium kräver mindre tonnage än stål men är mer benäget att ytmärka och spricka om det böjs tvärs över plåtens fibrer. Tempereringsförhållandena är kritiska: 5052-H32 böjer sig lätt till en 1× tjockleksradie, medan 6061-T6 i samma tjocklek kan spricka om inte böjradien ökas till 3–4× tjocklek. Fjäderbockningsmaskiner som bearbetar aluminiumtråd för el- eller förpackningsindustrin måste använda polerade styrningar och formverktyg för att förhindra ytskador.
Fjäderstål – vanligtvis högkolhaltigt stål (0,6–1,0 % kol) eller legerat fjäderstål som 51CrV4 – är det primära materialet för fjäderbockningsmaskiner. Dessa material har en sträckgräns på 1 000–2 000 MPa och extremt hög återfjädring. En fjäderbockningsmaskin måste kunna applicera formningskrafter som överstiger trådens sträckgräns samtidigt som den exakt kontrollerar den plastiska deformationen som bestämmer fjäderns slutliga geometri. Musiktråd (ASTM A228) är den vanligaste fjädertrådskvaliteten — över 70 % av precisionstryckfjädrarna är lindade från musiktråd eller hårt dragen tråd på grund av deras konsekventa draghållfasthet och ytkvalitet.
| Material | Yield Strength (MPa) | Springback nivå | Min. Böj radie | Tonnage vs. Mild Steel |
|---|---|---|---|---|
| Mjukt stål (A36) | 250 | Låg | 0,5 × t | 1× (baslinje) |
| HSLA stål | 450–700 | Hög | 1,5–2× t | 2–3× |
| 304 Rostfritt | 310 | Medium-Hög | 1× t | 1,5× |
| 6061-T6 aluminium | 276 | Medium | 3–4× t | 0,5× |
| Music Wire (ASTM A228) | 1 500–2 000 | Mycket hög | 0,5–1× d | Endast fjädermaskin |
Varje böjande metallmaskin delas in i en av tre kontrollnivåer: manuell, hydraulisk/mekanisk med grundläggande kontroller eller full CNC. Varje nivå har en distinkt kostnad-till-kapacitet-profil, och det rätta valet beror på produktionsvolym, detaljkomplexitet och tillgänglig operatörsskicklighet.
Manuella fällbromsar, handmanövrerade låd- och pannbromsar och manuellt justerade fjäderlindningsmaskiner är lämpliga för prototyparbete, mycket låg volymproduktion (färre än 50 delar per körning), eller situationer där delarnas variation är extremt stor och uppsättningarna ändras konstant. Deras kapitalkostnad är låg - en manuell broms som kan böja 1,2 mm stål över 1 m kan köpas för 500–3 000 USD. Avvägningen är operatörsberoende kvalitet, långsam genomströmning och betydande fysisk ansträngning för tyngre mätare. I ett fjädertillverkningssammanhang används fortfarande manuella fjäderlindningssvarvar för prototyper och anpassade beställningar i ett stycke där CNC-programmeringstiden skulle överstiga värdet på delarna.
Hydrauliska kantpressar med ett enkelt djupstopp och manuellt inställd back-gauge representerar arbetshästen för små och medelstora tillverkningsbutiker över hela världen. Dessa maskiner är robusta, relativt enkla att underhålla och kan utföra tungt arbete. En 100-tons, 2,5 m hydraulisk kantpress med en grundläggande 2-axlig bakmätare kostar vanligtvis $15 000–$40 000 beroende på märke och ursprung. De är väl lämpade för medelstora körningar av enkla delar - raka flänsar, kanaler och vinklar i mjukt stål eller aluminium där en eller två böjar per del krävs.
Full CNC-kontroll förvandlar en bockningsmaskin till en programmerbar tillverkningscell. En CNC kantpress lagrar hundratals delprogram, var och en definierar böjsekvens, bakåtmätningspositioner, stansningsrörelsedjup, kröningskorrektion och materialparametrar. Operatörer väljer ett program, laddar delen och maskinen kör hela böjsekvensen automatiskt. Inställningstiden för ett upprepat jobb sjunker från 45–90 minuter (på en manuellt inställd maskin) till under 5 minuter. För en fabrik som kör 20–30 olika artikelnummer per dag är denna minskning av icke-produktiv tid värd mer årligen än prispremien för CNC-systemet.
CNC-fjäderbockningsmaskiner ger analoga fördelar: när ett fjäderprogram är skrivet och kvalificerat startar varje efterföljande produktionskörning från en känd bra baslinje. Parameterändringar – spolens diameter, fri längd, stigning – kräver endast programvaruredigeringar snarare än mekaniska justeringar. Ledande CNC-fjäderstyrenheter från Wafios (Tyskland) och Itaya (Japan) inkluderar dimensionsåterkoppling i realtid: ett integrerat mätsystem kontrollerar varje fjäder mot den programmerade specifikationen och avvisar automatiskt delar utanför toleransen. Kvalificeringstiden för första artikeln minskar med 60–80 % jämfört med manuellt inställda rullmaskiner.
Bockningsmaskinen är bara så kapabel som dess verktyg. För kantpressar bestämmer stansen och formsatsen den minsta böjradien, den möjliga böjvinkeln och den maximala materialtjockleken. För fjäderbockningsmaskiner definierar lindningsverktygen, pitchverktygen och skärverktygen de fjädergeometrier som kan produceras. Verktyg är en återkommande kostnad som måste tas med i beräkningen av den totala ägandekostnaden.
Standard europeisk stil (Trumpf/Wila-kompatibla) kantpresssverktyg har blivit den de facto globala standarden, med verktyg från en tillverkare som monterar maskiner från dussintals andra. Stansprofiler sträcker sig från spetsiga vinkelstansar (30°) för snäva flänsar till svanhalsstansar för djup boxböjning till fållstansar för nollradieveck. V-dysöppningar väljs utifrån materialtjocklek: industrins tumregel är V-öppning = 6–10× materialtjocklek för luftböjning. Härdade verktygsstålstansar och stansar i standardkonfigurationer håller 500 000 till 1 000 000 slag innan de kräver rekonditionering. Specialverktyg – rullföljare för radieböjning, förskjutna stansar för smala flänsar – ger mångsidighet men ökar lagerkostnaden för verktyg.
Verktyg för en fjäderbockningsmaskin är mer applikationsspecifikt än kantpressningsverktyg. Spiralpunkter är typiskt volframkarbidspetsade för att motstå den kontinuerliga nötningen av höghållfast tråd vid hög hastighet. En lindningspunkt kan hålla i 50–200 miljoner cykler innan den byts ut, men detta varierar avsevärt med trådens yta och smörjning. Pitchverktyg, styrrör och skärverktyg är likaledes utsatta för slitage och måste kontrolleras med jämna mellanrum. Att upprätthålla ett lager av verktygsförbrukningsmaterial – särskilt för produktionsfjädrar med stora volymer – förhindrar kostsamma oplanerade stillestånd. Kostnaden för ett komplett verktygsset för en ny fjäderprofil på en CNC-fjäderbockningsmaskin varierar från $200 till $2 000 beroende på komplexitet, vilket är blygsamt jämfört med kostnaden för kantpresssverktyg för ovanliga detaljgeometrier.
Varje operation av en böjningsmaskin stöter på återkommande kvalitetsproblem. Att identifiera grundorsaken - maskin, verktyg, material eller programmering - är en förutsättning för att åtgärda problemet. Följande är de vanligaste defekterna som uppstår vid kantpress och fjäderböjning, med orsaker och korrigeringar.
Symptom: En 90° böj mäter 90° i mitten men 92° i ändarna, eller vice versa. Orsak på en kantpress: maskinramsnedböjning (böjning) under belastning, vilket gör att bäddens mitt böjs mer än ändarna. Korrigering: aktivera kröningsystemet; om maskinen saknar kröning, använd en segmenterad form med tjockare sektioner i mitten eller minska böjlängden för att hålla sig inom maskinens nominella kapacitet för rakböjning. På en fjäderbockningsmaskin tyder stigningsvariation längs fjäderlängden på ett slitet stigningsverktyg eller inkonsekvent tråduträtning.
Symptom: Delar som är böjda till samma program kommer ut med lite olika vinklar — inom en enda batch eller mellan batcher. Orsak: variation i materialegenskaper mellan spolar eller ark. Även certifierat material av samma kvalitet kan variera med ±5–10 % i sträckgräns mellan produktionsupphettningar. Korrigering: bottenböjning (myntning) istället för luftböjning eliminerar återfjädringsvariation till priset av högre tonnage - materialet är helt plastiskt deformerat genom sin tjocklek. För fjäderböjning manifesteras detta som spridning av fri längd och korrigeras genom att spänna trådleverantörens specifikationer (draghållfasthetsintervall), förbättra trådrätningen och använda återkopplingsmätning i sluten slinga för att justera formningsparametrar i realtid.
Symptom: Böjens yttre yta utvecklar mikrosprickor eller synliga frakturer. Orsaker: böjradie för snäv för materialet, böjning mot materialets kornriktning (rullriktning) eller använda härdat material som har otillräcklig formbarhet. Korrigering: öka den inre böjningsradien (minst 1× materialtjocklek för de flesta stål i tvärriktningen, 2× i längdriktningen för hårdare legeringar). För plåt, orientera delarna så att böjlinjen är vinkelrät mot rullriktningen. För fjädertråd indikerar sprickbildning trådytdefekter eller en lindningsradie under minimum för tråddiametern och härdningen.
Symptom: Fjäderfri längd börjar vid nominell och ökar eller minskar gradvis under loppet av en produktionskörning utan programändringar. Orsak: termisk expansion av maskinens matarvalsar eller formverktyg när maskinen värms upp från kallstart, eller progressivt slitage av lindningspunkten som ändrar den effektiva lindningsradien. Korrigering: tillåt en uppvärmningsperiod på 15–20 minuter innan produktionsmätning; övervaka och logga ledig längd på ett statistiskt processkontrolldiagram under hela körningen; upprätta verktygsbytesintervall baserat på uppmätt längddrift snarare än godtyckliga tidsintervall.
Att förstå vilka industrier som är mest beroende av bockningsmaskiner för metall hjälper till att kontextualisera skalan för denna utrustningskategori och de insatser som är involverade i maskinval och underhåll.
Ett enskilt passagerarfordon innehåller en uppskattning 100 till 200 individuella fjäderkomponenter — ventilfjädrar, fjädrande fjädrar, sätesfjädrar, bromsreturfjädrar, kopplingsfjädrar och dussintals vajerklämmor och hållare. Var och en av dessa tillverkas på en fjäderbockningsmaskin. Plåtbockningsmaskiner producerar kroppsförstärkningar, konsoler, värmesköldar och strukturella delar. Fordonsindustrins toleranskrav – i kombination med produktionsvolymer uppmätta i miljontals enheter årligen – gör CNC-bockningsmaskiner med processmätning och statistisk processkontroll väsentliga.
Flygtillämpningar kräver spårbarhet och certifiering vid varje produktionssteg. CNC-bockningsmaskiner i rymdanläggningar måste upprätthålla fullständiga revisionsspår - registrera vilket program som användes, vilka maskinparametrar var och vilka de uppmätta dimensionerna för varje del var. Titan, Inconel och aluminium-litiumlegeringar utgör extrema böjningsutmaningar: titans fjädring är ungefär dubbelt så mycket som stål vid motsvarande tjocklek, vilket kräver sofistikerad överböjningskompensation. Fjäderbockningsmaskiner inom flyg- och rymdindustrin producerar landningsställsfjädrar, ejektorsätesfjädrar och styrkabelreturfjädrar till exakta belastningsspecifikationer verifierade genom obligatorisk belastningstestning.
Elektronikindustrin använder fjäderbockningsmaskiner för att tillverka kontaktfjädrar för kontakter, batterikontakter, brytfjädrar och trådformhållare i material från fosforbrons och berylliumkoppar till rostfritt stål. Dessa delar är ofta extremt små – tråddiametrar på 0,1–0,5 mm är vanliga – och kräver produktionshastigheter på flera hundra stycken per minut med dimensionella toleranser på ±0,02 mm. Plåtbockningsmaskiner tillverkar kapslingar, chassi och kylflänsfästen för elektronisk utrustning i aluminium och stål.
Kantpressar och fällbromsar dominerar konstruktion och HVAC-metalltillverkning, och producerar kanalsystem, beslag, fasadpaneler, konstruktionsfästen, överliggarvinklar och utrustningshöljen av galvaniserat stål, aluminium och rostfri stålplåt. En plåtverkstad som betjänar VVS-branschen kan använda 3–8 kantpressar med olika kapaciteter för att hantera olika mätmaterial och delstorlekar. Produktiviteten i dessa butiker mäts av linjära meter böjd profil per skift — en välkörd CNC-kantpress kan producera 2 000 till 4 000 linjära meter böjd produkt per 8-timmarsskift , beroende på delens komplexitet och material.
Medicinska fjädrar och trådformer - kateterstyrtrådar, kirurgiska klämfjädrar, implantatfixeringsfjädrar och diagnostiska utrustningskomponenter - tillverkas på precisionsfjäderböjningsmaskiner enligt biomedicinska specifikationer. Material i denna sektor inkluderar 316L rostfritt stål, nitinol (nickel-titan formminneslegering) och titan. Nitinol-trådformning på en fjäderbockningsmaskin är särskilt utmanande: materialets superelastiska beteende gör att standardmodeller för återfjädring inte gäller, och verktygsbanor måste utvecklas empiriskt för varje detaljs geometri.
Att köpa en bockningsmaskin för metall - särskilt en fjäderbockningsmaskin - kräver mer noggrannhet än de flesta köp av kapitalutrustning eftersom maskinens kapacitet är mycket applikationsspecifik och prestandaskillnaderna mellan leverantörer är betydande. Följande checklista gäller oavsett om du köper nytt, renoverat eller begagnat.
En leverantör som kan köra dina faktiska provdelar på sin demonstrationsmaskin och visa dig resultaten från första artikelinspektionen är oändligt mycket mer värdefull än en som bara tillhandahåller specifikationsblad. Insistera på en maskindemonstration med ditt tråd- eller plåtmaterial innan du förbinder dig till ett köp. Be om referenser från kunder i din bransch och kontakta dem. Fråga specifikt om noggrannhet över tid (inte bara out-of-box prestanda), reservdelar tillgänglighet och teknisk support lyhördhet när maskinen går ner under produktion.
Inköpspriset för en bockningsmaskin av metall är vanligtvis 40–60 % av dess totala ägandekostnad under en 10-årig livslängd. Balansen består av verktyg ($5 000–$50 000 under maskinens livslängd för en kantpress), underhåll och reservdelar (budget 2–4 % av inköpspriset årligen), energiförbrukning (en 80-tons hydraulisk kantpress förbrukar cirka 7,5 kW; en motsvarande elektrisk servomaskin förbrukar i genomsnitt 1,5–2 kW) och förarutbildning. För en fjäderbockningsmaskin, lägg till kostnaden för trådskrot under installationen - ett dåligt programmerat fjäderformningsjobb på en CNC-maskin kan förbruka 5–15 kg tråd innan ett bra prov uppnås, vilket vid 3–8 USD/kg för musiktråd representerar 15–120 USD i råmaterialförlust per installation.
En begagnad kantpress från en välrenommerad tillverkare – AMADA, Trumpf, Bystronic, LVD – kan leverera 80–90 % av ny maskinkapacitet till 30–50 % av inköpspriset, förutsatt att maskinen har underhållits korrekt och att CNC-styrenheten och hydraulsystemet är i gott skick. Viktiga inspektionspunkter inkluderar kolvparallellism (kontrollera med en precisionsnivå över kolven vid flera positioner), bakåtmätarens positioneringsnoggrannhet (verifiera med ett testprogram som kör 20 på varandra följande positioneringscykler och mätvariationer), och hydrauloljans tillstånd och systemets tryckstabilitet. För begagnade fjäderbockningsmaskiner, inspektera slitaget på lindningsverktygen, matarvalsens tillstånd och verifiera att styrsystemet kan kommunicera med aktuell programmeringsprogramvara – föråldrade proprietära styrenheter kan göra en maskin effektivt oanvändbar om programvaran inte längre stöds.
Kantpressar och fjäderbockningsmaskiner är bland de mest skadebenägna verktygsmaskinerna inom metalltillverkning. Speciellt kantpressen har en lång historia av hand- och fingerskador orsakade av den snabbstängande stansen. Moderna säkerhetsstandarder har avsevärt minskat skadefrekvensen, men efterlevnad kräver förståelse för de specifika säkerhetssystemen som är involverade.
Fjäderbockningsmaskiner uppvisar en annan skadeprofil: den primära faran är flygande trådändar under lindning, särskilt när ett trådbrott eller felmatning inträffar vid hög produktionshastighet. Trådändar vid 150–200 m/min kan orsaka allvarliga rivsår. Slutna skydd runt formningszonen, obligatorisk personlig skyddsutrustning (skyddsglasögon och skärtåliga handskar) och automatiska stoppsystem utlösta av trådbrottssensorer är minimisäkerhetskraven. Fjäderböjningsmaskiner bör aldrig användas med skydden borttagna, inte ens under installation och justering — en praxis som dramatiskt ökar skaderisken och är en ledande orsak till de skador som uppstår i fjädertillverkningsanläggningar.

TK-13200, TK-7230 TK-13200、 TK-7230 12AXLIG CNC-FJÄDER KOILMASKIN ...
Visa detaljer
TK-13200, TK-7230 TK-13200、 TK-7230 12AXLIG CNC-FJÄDER KOILMASKIN ...
Visa detaljer
TK12120 TK-12120 12AXLAR CNC-FJÄDER KOILMASKIN ...
Visa detaljer
TK-6160 TK-6160 CNC FJÄDERVALSMASKIN ...
Visa detaljer
TK-6120 TK-6120 CNC FJÄDERVALSMASKIN ...
Visa detaljer
TK-5200 TK-5200 5AXLA CNC FJÄDER KOILMASKIN ...
Visa detaljer
TK-5160 TK-5160 5AXLA CNC-FJÄDER KOILMASKIN ...
Visa detaljer
TK-5120 TK-5120 5AXLAR CNC-FJÄDER KOILMASKIN ...
Visa detaljerMobil QR-kod

 Språk
Språk 

