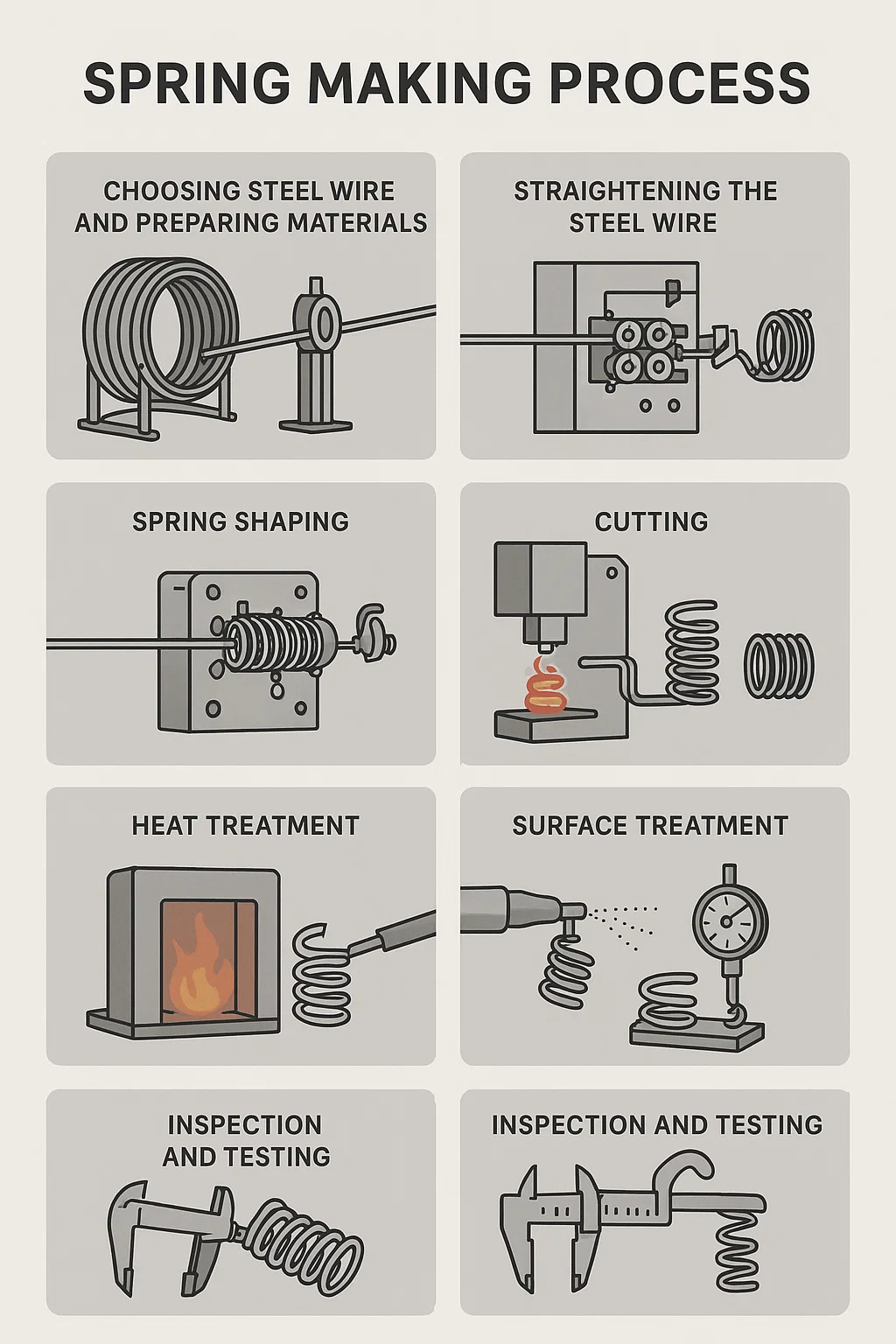
Kärnan i vårtillverkning : böja rak ståltråd till önskade öglor eller former med bibehållen elasticitet.
• Först måste du välja rätt ståltråd. Fjädertråd finns i olika tjocklekar (tråddiameter) och material (som vanligt stål, rostfritt stål, pianotråd etc.). Valet beror på vilken kraft fjädern behöver för att motstå och miljön där den ska användas (t.ex. om den kommer att rosta).
• Den köpta ståltråden rullas vanligtvis ihop till en stor rulle (spol). Innan du gör fjädern måste denna trådrulle placeras på en maskin (avrullningsram).
• Upprullad ståltråd är böjd och kan inte användas direkt för att göra en fjäder. Maskinen kommer att passera tråden genom en uppsättning riktningsvalsar (som att passera den genom flera små rullar) och pressa den rakt.
• Detta är det mest avgörande steget, som utförs av en specialiserad fjädermaskin. Det finns många typer av fjädermaskiner, men principen är densamma: böja rak ståltråd på ett förinställt sätt.
• Trådmatning: Maskinen har två tandade hjul (matarhjul), som precis som ett transportband för fram en längd av tråden varje gång. Denna längd bestämmer antalet fjäderspolar, den totala längden osv.
• Trådböjning: I maskinens arbetsområde finns flera rörliga bockningsverktyg (som lillfingrar eller reglage). Maskinen styr dessa verktyg:
• Vissa verktyg lindar tråden runt en dorn (spindel) och bildar spiraler (basen för tryck-/dragfjädrar).
• Vissa verktyg trycker eller böjer tråden vid specifika punkter för att skapa böjar, krokar (krokar) eller speciellt formade ändar (ändformer).
• Vissa verktyg styr avståndet mellan spiralspolarna (stigning).
• Gammaldags maskiner (kammaskiner): Dessa är beroende av speciellt formade roterande hjul (kammar) inuti för att trycka spakar, som i sin tur flyttar bockningsverktygen. Att justera maskinen är besvärligt; att ändra fjäderformen kräver att man byter kam och lägger ner mycket tid på att justera.
• Maskiner i ny stil (datoriserade fjädermaskiner/CNC-fjädermaskiner): Detta är den vanliga typen nu. Operatören matar in fjäderns dimensioner (tjocklek, spiralstorlek, antal spolar, krokböjningsmetod etc.) på maskinens datorskärm, och maskinens dator (kontroller) kommer ihåg dessa instruktioner. Sedan styr flera små motorer (servomotorer) i maskinen trådmatarrullarna och varje bockningsverktyg, och böjer ståltråden exakt till önskad form enligt programmet. Vill du byta till en annan typ av fjäder? Välj helt enkelt det nya programmet, byt verktyg och det är snabbt gjort.
• När fjäderformen har formats, rör sig maskinens skärare (som en liten giljotin) omedelbart och skär den formade fjädern från ståltråden bakom den.
• Nyböjd ståltråd har inre spänningar, vilket gör den relativt spröd och saknar elasticitet, vilket lätt går sönder. För att göra fjädern hållbar och elastisk kräver de flesta fjädrar (särskilt de med tjockare tråd eller högre krav) värmebehandling.
• Uppvärmning: Fjädern placeras i en ugn och värms upp till en specifik hög temperatur (ser något rödaktig).
• Släckning: Fjädern placeras snabbt i olja eller vatten för att kyla och härda ståltråden.
• Anlöpning: Värm upp till en något lägre temperatur, håll kvar en stund och kyl sedan. Detta steg är avgörande; det släpper påfrestningar, vilket ger fjädern både hårdhet och seghet (mindre benägen att gå sönder), vilket resulterar i utmärkt elasticitet. Fjädrar utan värmebehandling är benägna att deformeras eller gå sönder.
• Beroende på fjäderns avsedda användning kan olika ytbehandlingar krävas:
• Kulblästring/kulblästring: Användning av snabba små stålkulor för att spränga fjäderytan tar bort rost och grader, och stärker även ytan (tryckspänning), vilket ökar dess livslängd.
• Galvanisering/Svärtning: Plätering av fjäderytan med zink, nickel, krom etc. eller applicera en svärtningsbehandling, främst för att förhindra rost och förbättra utseendet.
• Beläggning: Spraya på färg eller ett plastskikt för att förhindra rost.
• Slutligen ska den färdiga fjädern inspekteras:
• Mått: Mät den totala längden, ytterdiametern, innerdiametern, tråddiametern, krokvinkeln etc. för att säkerställa att de uppfyller specifikationerna.
• Elasticitetstest: Använd en specialiserad maskin för att komprimera eller sträcka fjädern för att se hur mycket kraft som krävs för att komprimera/sträcka den till angiven längd (elasticitetstest), och om den kommer att gå sönder när den är helt komprimerad/sträckt (utmattningstestprov).
• Ytinspektion: Kontrollera om det finns sprickor, allvarliga repor, rostfläckar, etc.

TK-13200, TK-7230 TK-13200、 TK-7230 12AXLIG CNC-FJÄDER KOILMASKIN ...
See Details
TK-13200, TK-7230 TK-13200、 TK-7230 12AXLIG CNC-FJÄDER KOILMASKIN ...
See Details
TK12120 TK-12120 12AXLAR CNC-FJÄDER KOILMASKIN ...
See Details
TK-6160 TK-6160 CNC FJÄDERVALSMASKIN ...
See Details
TK-6120 TK-6120 CNC FJÄDERVALSMASKIN ...
See Details
TK-5200 TK-5200 5AXLA CNC FJÄDER KOILMASKIN ...
See Details
TK-5160 TK-5160 5AXLA CNC-FJÄDER KOILMASKIN ...
See Details
TK-5120 TK-5120 5AXLAR CNC-FJÄDER KOILMASKIN ...
See DetailsMobil QR-kod

 Language
Language  中文简体
中文简体

